Debottlenecking Takes A Broader View
Simulation techniques are enabling greater integration of debottlenecking projects into wider plant operations. At the same time, processes previously considered too difficult to model now are benefiting from the same techniques.
"The key issue now is getting the model to fit the plant," says Rian Reyneke, senior advisor, process consulting services, AspenTech, Burlington, Mass. "For example, you might have to choose between repacking a tower or installing a completely new one. But is the model good enough to give the correct answer? So we spend a lot of time validating simulation models because we have to have complete confidence in them. Otherwise the client will default to the more conservative solution -- a replacement tower, for example -- which is generally a more expensive approach and, in the extreme, may render the project unviable. What we are trying to help clients achieve is to squeeze as much out of their plants without big capital charges."
AspenTech's strategy is to seek more innovative and lower-cost debottlenecking solutions by looking at the system in a broader way, considering whole plant operation from a process and energy point of view as opposed to addressing each bottleneck in isolation.
"Our teams look at both the process and energy sides and consider both design and the operation. It's a very multi-faceted approach to debottlenecking. So we can offer better design while also limiting operational costs. And by better designs we mean greater process flexibility, lower energy costs and often optimal capital investments. It is ultimately an optimization solution in response to the customer's business objectives," says Sanjeev Mullick, director, industry marketing, AspenTech.
INCREASING INTEREST IN DEBOTTLENECKING
A telltale sign is the record number of papers on debottlenecking to be presented at the company's Optimize 2011 global conference in Washington, D.C., in late May.

One such case study involves a 39,000-tonne/yr Reliance Industries' acrylonitrile plant in India. Here, AspenTech's modeling tool, Aspen Plus, was used to develop a steady-state model of the total plant in an effort to address a number of processing challenges. The simulation so far has spurred a 50% reduction in hydrogen cyanide emissions, a 75% decrease in effluent color and a 15% increase in acetonitrile concentration. An ongoing study at the same site also might lead to a cut in flare losses that currently are running the equivalent of about $22,500/yr.
"The capability of Aspen Plus for simulation of large flowsheets with complex unit operations and highly non-ideal systems helped us in developing a plant model that is being utilized for process optimization, environmental protection, plant safe operation, and energy optimization," notes Reliance's abstract.
Another project spotlighted at the conference involves cryogenic unit number one at Pemex's Ciudad Pemex gas processing plant in Mexico. It had been operating at an efficiency of 76.72% for C2+, well below its originally designed capability of 81.94%. Once updated to reflect the plant's current operating conditions, the Aspen Plus model pinpointed low efficiency in a heat transfer unit. Adjusting that unit gave a production improvement worth $7.6 million/yr.
"When considering energy, it is important to remember that many of these projects get their payback via energy reduction. It's not necessarily extra production capacity that a customer is looking for. Debottlenecking projects often involve both increasing throughput and reducing energy consumption. So we always deal with them together. There is a big drive to reduce specific energy consumption and to reduce the carbon footprint. Companies want these projects to have an attractive payout in both situations of increased or lower product demand," notes Mullick.
At the end of the day, he adds, the better the model, the better the insight into potential debottlenecking opportunities.
As an example of this in action, Mullick cites a recent project carried out on a Dow plant in the U.S. The plant uses four large thermosiphon reboilers to supply heat to bottoms that are recycled back into a main distillation column where an organic product is separated from an organic peroxide. However, the emergence of significant flow oscillations in the column raised fears that the peroxide could be nearing its decomoposition point -- a potential explosion hazard. So, production was cut back.
To understand what had changed in the process, Aspen Plus was used to simulate the operation of the thermosiphons -- replicating what was happening in the field by increasing the pressure on the hot side of the heat exchanger model.
The modeling led to two potential solutions, with the one finally chosen being somewhat controversial. It involved placing a valve at the outlet to the high vapor compartment on the process side of the thermosiphon to suppress vaporization on the thermosiphon side and allow some vaporization on the column side of the valve. This only works because the compartments are completely sealed from one another for safety reasons.
The result was elimination of column flow oscillations, a 13% increase in column capacity and lowering of peroxide composition to a safe operating level -- overall, a debottleneck worth $65 million/yr in extra capacity.
MORE DEBOTTLENECKING SUCCESSES
Meanwhile, Honeywell Process Solutions, London, Ont., notes its UniSim simulation solution is in demand in the oil and gas, air separation and plant construction sectors. "Within these there are a number of large segments, for example, oil-and-gas production and treatment, petrochemicals and end products. So debottlenecking projects can include, for example, greenfield design, process optimization and flare analysis," says Peter F. de Jonge, a Calgary, Alta.-based simulation business consultant at the firm.
The company has just completed a typical debottlenecking project at Borealis' main integrated petrochemical complex in Porvoo, Finland. The site includes a cracker for the production of olefins (ethylene, propylene and butadiene), a phenol and aromatics plant that produces phenol, acetone, benzene and cumene, two polyethylene plants and one polypropylene plant (Figure 1).
UniSim helped Borealis debottleneck a plant expansion. Specific benefits include: a record-fast startup, documented as the best in the history of the Porvoo cracker: ethylene product was on-spec in an unprecendented three days, ten hours from feed in -- two days earlier than planned; ramp-up was the best ever recorded, with the new production capacity target exceeded in just 21 days; average normalized production rate versus boilerplate capacity 45 days after feed in was at 92%, compared with 67% and 57% for previous turnarounds; flaring losses were 2,000 tonnes less than ever before. Return on investment was significant, with the total value of the startup improvements estimated to be over five times the cost of the simulator.
UniSim also has helped with new controls and procedures at Porvoo. In one case, after a steam loss caused a plant shutdown, the simulator was used to develop a mitigation practice to allow operations to be maintained if the same thing happened again. Similarly, UniSim has served to test and optimize a new fuel-gas lineup and controls -- allowing a flawless hot cutover.
Honeywell also is seeing a rise in demand for debottlenecking procedures associated with less traditional technologies such as shale oil extraction.
"In Alberta, for example, there is a lot of growth in steam-assisted gravity drainage. A lot of new plants are being constructed there with a potential need for debottlenecking in water treatment, oil handling and steam generation. Such processes are very heat integrated, presenting good opportunities for process and capital cost optimization. But this is a very industry-specific, localized example," explains Pete Henderson, product manager for the simulation business.
A less-localized example of increasing demand is in power generation, particularly for new clean coal technologies. "A lot of these essentially involve the gasification of coal and are becoming more like chemical facilities themselves. There are some different unit operations involved in gasification, some peculiarities, for example, coal crushing and gasification equipment. You also have to consider the hardness of the coal, its particle characteristics; these are fundamental things. So UniSim has to move, too," notes de Jonge.
A urea-granulation debottlenecking project illustrates another new area. Here, the company used a third-party simulation package but transferred the operating conditions from a UniSim design. "It's a very extensible product, which makes it very customizable," adds Henderson.
EXPANDING DEBOTTLENECKING EFFORTS
Process Systems Enterprise (PSE), London, U.K., also is benefiting from broader work in debottlenecking.
One key business area is purified terephthalic acid (PTA) production, where its flagship gProms high-fidelity predictive modeling platform is at the heart of debottlenecking activities.
"We are doing work with a lot of PTA manufacturers on a range of different options -- on one level adjusting concentrations of feedstock, on a second level redesigning internal configurations of, for example, feed locations, during shutdown. Depending on the price of paraxylene and acetic acid feedstocks, these can yield $2–4 million/yr in reduced feedstock costs," says Mark Matzopoulos, chief operating officer and marketing director. The payback period typically is 6–12 months, depending on whether the project requires capital expenditure.
A recent success has come from its work with Spain's Repsol, which is working on a new hydrogen peroxide to propylene oxide (HPPO) process to compete against those being developed by other manufacturers.
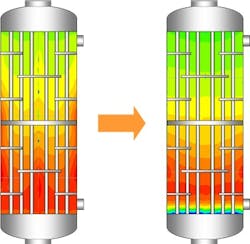
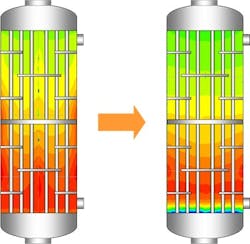
"We have been carrying out model-based optimization of the reactor and separation sections. The key here is the complex multi-tubular reactor, which is difficult to design to give uniform performance across the tube bundle (Figure 2) -- it is also very difficult to model. Poor design leads to unwanted side reactions and the potential for hot spots. So we constructed a flowsheet that included a high-fidelity multi-tubular reactor model and a separation section with many columns, and performed a rigorous economic optimization that maximized annual profit as the objective function," explains Matzopoulos, who adds that PSE specializes in reactor optimization of all kinds.
This model involved 49 decision variables, which is way beyond what anyone has done before, he claims. It included, for example: reactor design decisions such as tube diameter, pitch and quantity; distillation column operating decisions such as reflux ratios and pressures; intermediate stream purities; and configuration decisions such as number of trays.
"The outcome was an improvement in process economics of tens of millions of euros per year -- the result of losing two distillation columns, just one of which had capital and operational costs of €5 million/yr," he notes.
PSE also is finding increasing customer interest in using dynamic modeling to reduce the size of flare systems needed and minimize use of expensive alloys for low-temperature operation -- enabling significant cuts in capital cost.
"The current steady-state techniques widely used can lead to gross over-design. It is now possible to perform dynamic capacity analyses for revamps that can demonstrate that the required capacity already exists -- where steady-state analyses showed that a new flare line was required -- saving millions of dollars," Matzopoulos stresses.
The company carries out a lot of work with customers on new process development, all the way from laboratory experimentation to detailed equipment design and full plant optimization. "The earlier model-based engineering techniques are applied, the greater the economic benefit in terms of accelerating innovation and development, reducing technology risk, and in designing plants with better economic performance -- Repsol being a case in point," he adds.
Debottlenecking also is becoming a watchword in more general processing sectors such as foods, pharmaceuticals and consumer goods, to which many modeling tools traditionally don't cater. "One of the biggest innovators out there is Procter & Gamble. We developed gSolids in collaboration with the company and this is a step change when it comes to modeling solid flows around the flowsheet. Drying is also a big issue in these operations, so optimization of recycle flows to minimize equipment size and energy costs is another important area where millions of dollars per year can be saved."
It's a similar story with gCrystal, which optimizes crystallization processes. "Here we are usually dealing with batch processes in which we can halve the batch time -- so double the throughput -- by optimizing cooling curves, for example," notes Matzopoulos.
Seán Ottewell is Chemical Processing's Editor at Large. You can e-mail him at [email protected].