Plant Insights: When Level Nozzle Placement and Operator Behavior Collide

You can depend on two things when it comes to plant operators and level instruments. First, if given no other direction they will attempt to get every level at the midpoint of the indicated level range (50%). Second, they will eventually use the entire indicated level range from 0%-100%. Nozzles on vessels should take this into account.
Now, the 0%-100% range indicated on the control computer doesn’t need to match the nozzle locations on the vessel. Control ranges shown on the control computer may only include a small part of the physical instruments range. Even so, it’s almost certain that at some point in time the control computer range will be the same as what the instrument is physically capable of measuring.
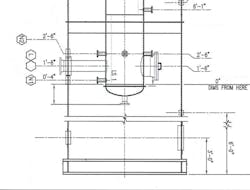
While evaluating a proposed service change for a tower, we identified a set of nozzle locations that could violate good engineering practices. A client planned to repurpose an existing tower as a steam stripper. Figure 1 shows the bottom portion of the tower, highlighting three key nozzles: N1 (lower-level control connection), N2 (upper-level control connection), and L (steam inlet).
The level span is an elevation of 0’-4” to 2’-6”. The steam inlet is at 1’-6”— equivalent to 43% level across the full range.
High liquid level excursions are a major cause of tower failures. First, if the liquid rises high enough, the entering steam can entrain the liquid up the tower causing massive performance problems. Second, if the liquid rises fully above the vapor inlet line the vapor can use the liquid as a hammer to demolish tower internals in the bottom of the tower.
The layout with the centerline of the vapor inlet at 43% is close to the normal operator default level of 50%. Second, if an operator allows the level to reach 100%, the liquid would be well above the vapor inlet nozzle. The best-case option under these conditions is a massive quality upset due to entrainment. A more likely outcome would be a worse case with significant internal damage in the column.
Never overlook that operators will eventually use the full range of all levels to deal with some operating problem. In contrast to this example, good practice has the physical control range in a place where the level can be in any part of the range without creating operating problems. That way, the process has the possibility of operating properly regardless of the set point of the level in the range.
About the Author

Andrew Sloley, Plant InSites columnist
Contributing Editor
ANDREW SLOLEY is a Chemical Processing Contributing Editor.