More Exchanger Area Can Pose Pitfalls

Severe fouling in heat exchangers presents a common problem with an obvious solution — providing more area for heat transfer. The idea is that the larger area will allow adequate heat transfer even with the exchanger fouled.
[pullquote]Unfortunately, making a heat exchanger with a larger area has physical implications. For shell-and-tube exchangers, the situation is simplest for the tube-side.
Extra area comes from some combination of more tubes and longer tubes in a pass. More tubes lower tube velocities, which make most fouling mechanisms more rapid. The faster fouling quickly reduces, or eliminates, the benefit of more surface area, as many a plant has discovered.
The lower velocities affect the required exchanger size for clean operation, as well. Most heat-transfer coefficients drop with lower velocities. The impact may vary from relatively unimportant to very important depending upon the contribution of shell-side heat-transfer effects versus tube-side ones.
A larger exchanger with more or longer tube passes increases pressure drop. Typical practice in buying a new exchanger is for the vendor to use all available pressure drop. This normally gives the lowest cost exchanger.
However, if you specify pressure drop at a maximum value and a particular over-surface ratio (say, 25%), you may end up with a final exchanger different than you expect. To get the pressure drop at the higher surface area requires lower velocities, forcing the exchanger toward some combination of both more flow area and more flow length.
As a prudent engineering practice with high fouling services, always include a specification for velocity as well as pressure drop. Consider putting two pressure drops on the specification for the new exchanger — one for the "standard" conditions and a second for the "over-surface required." Additionally, think about the effect of highly fouling conditions on film thickness and the impact of extra pressure drop on the exchanger.
Shell-side situations are more complex. Modifying the baffle cut and spacing can compensate for overall pressure drop in larger exchangers resulting from extra area. Longer exchangers use baffles further apart and cut more to prevent pressure drop from getting too high. Larger diameter exchangers can compensate with baffles closer together and cut less to keep pressure drop up.
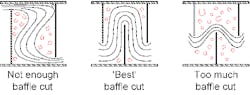
Most services will have baffle cut and spacing that gives a minimum fouling rate for a given shell diameter. Extreme spacing or baffle cut, either too much or too little, creates velocity changes in the shell-side fluid. This leads to eddy currents in the flow pattern. Most shell-side fouling results from extremely low velocities in areas around the baffles near the shell. More eddy currents in the flow pattern worsen the fouling in these areas. Figure 1 compares too much flow restriction, just right, and too little flow restriction for a shell-and-tube exchanger.

Making the baffle cut or spacing tighter uses pressure drop for no benefit. Needing a larger cut or spacing to meet pressure drop requirements increases fouling rate.
The combination of constraints on the shell-side and the tube-side can impose extremely difficult trade-offs. No combination of conventional choices may allow for improved exchanger performance.
In recent years, vendors have introduced a range of proprietary and semi-properietary designs that offer considerable flexibility on the shell-side. Each is attractive in certain situations but not others. Today, I generally favor the helical baffle exchanger, which now is available in several variants. In all of these, a set of partial baffles are angled to eliminate the dead areas where fouling occurs (Figure 2). The baffle arrangement also improves heat transfer by increasing the fluid velocity in the dead areas. In addition, the exchangers have lower pressure drops on the shell-side for the same heat transfer.
The helical baffle expands the range of operability for improving heat transfer in shell-side fouling services. Even if you don't take credit for reduced fouling rates, the lower pressure drop permits adding more surface area while keeping average shell-side velocities up.
ANDREW SLOLEY is a Chemical Processing Contributing Editor. You can e-mail him at [email protected]
About the Author

Andrew Sloley, Plant InSites columnist
Contributing Editor
ANDREW SLOLEY is a Chemical Processing Contributing Editor.