Vanquish Vacuum Distillation Difficulties

THIS MONTH'S PUZZLER
The two-stage steam ejector system for our vacuum distillation column causes us numerous problems. Startup is difficult because of poor vacuum control — especially during the summer when our cooling-tower water runs warmer than usual. When this occurs, we cut the tower vacuum but that only gives modest improvement. Moreover, ever since we began using higher ratios of high-sulfur Canadian crude, we've had corrosion and erosion issues. Recently, the motive steam nozzle split and leaked, causing us to pull air instead of tower vapor. We swapped the carbon steel ejectors for Type-316 stainless steel ones but still experience erosion in the ejector diverging nozzle, converging diffuser and even in the outlet diffuser. We're also wondering whether we should capture more of the hydrocarbon vapors now lost to the thermal oxidizer. How can we improve this operation? What's behind our corrosion problem? Should we be concerned about the economics of the thermal oxidizer?
STEAL SOME COOLING WATER
I'm going to interpret "cutting the vacuum" to mean that you intend to reduce load to the second-stage ejector by throttling steam to the first-stage ejector. This will change first-stage-ejector performance. (A small operating envelope is available for this change.) Less steam going to the first-stage inter-condenser decreases its duty, enabling the condenser to reduce load on the second stage.
On systems like this, the second-stage suction pressure is set by the interaction of the second-stage capacity and the condensation pressure of water at the approach temperature possible in the first-stage inter-condenser. In well-built systems, the approach temperature normally sets the limits. The approach temperature limit can create a problem if the condensation pressure in the first condenser rises above the maximum working discharge pressure allowable on the first-stage ejector. No easy answer may be available for this.
Some steps might be possible: check that the isolation valve between the steam supply and the second-stage suction is really closed; make sure that no one has pinched back the water supply to the condensers in the winter; and evaluate installing a cooling-water booster pump.
At a differential pressure of 200–250 psig, even a small leak in the isolation valve between the steam system and the vacuum system will result in significant losses. An acoustic leak detector will quickly find small valve leaks. A quick check is surely worth the effort.
Plants may attempt to cut cooling water costs during the winter by pinching back on the cooling water supply. Lower cooling-water velocities cause exchangers to foul more rapidly. In the following summer, the fouled exchanger no longer can meet duty requirements. This is one service that never should have cooling water pinched back.
Vacuum ejector condensers are a critical service. The economic costs here probably justify stealing cooling water from elsewhere by installing a cooling-water booster pump. A water pump with relatively low head could add enough flow to simplify startup and improve summer operation.
More surface area will allow closer temperature approaches. Specially configured baffle arrangements in the condenser also may help. These more drastic solutions will require replacing the inter-condenser.
As far as erosion, its location provides a clue as to the cause, which normally is some combination of liquid droplets in the process suction or motive steam. Other possibilities include misaligned steam nozzles and ejector converging-diverging diffusers. Better de-entrainment separators can reduce liquid in the steam. (Significant advances have been made with cyclonic vapor/liquid separators in recent years. If the upstream water knockout is old, you may be able to improve this a lot.) Ensure these separators and the steam pressure control valve are installed close to the ejectors.
Hydrogen sulfide overhead results from thermal cracking. Higher hydrogen sulfide rates will correlate with higher rates of other cracking products. The cracking products increase gas volumes overhead. Higher gas volume, and velocity, overhead will raise liquid entrainment from the top of the column.
Process liquid removal presents more difficult problems. The only effective solution is to modify the upstream vacuum tower or upstream operation. Most of these towers use a spray liquid distributor for the top liquid. Conversion to a gravity feed (trough) distributor often will dramatically reduce liquid drop carryover. Wire-mesh and plate-type mist eliminators are mostly ineffective in this service.
Load to the thermal oxidizer is set by equilibrium in the final condenser. The only way to reduce the load is to make the after-condenser colder. You can achieve this either by reducing cooling water temperature or modifying the exchanger to get a closer approach temperature. Based on typical hydrocarbon recovery values, neither is likely to justify the cost of the modifications involved. If this has become a permit problem, you may have no choice.
Reducing non-condensable leaks and upstream cracked gas make will also reduce hydrocarbon losses in the final condenser. Fixing system leaks will help all parts of the system. Decreasing cracked gas make may require significant operating or equipment changes in the upstream vacuum heater or vacuum tower.
Andrew Sloley, principal process engineer
CH2M Hill, Bellingham, Wash.
CHECK THE INTER-COOLER
As a consulting engineer who has been designing ejectors and systems for over 45 years, I have several comments. First, if the operating temperature of the cooling water is higher than the summer design temperature, the condenser pressure will increase, resulting in poor vacuum and unstable operation. By design, the design water temperature is the maximum allowable and the steam pressure is based on the minimum available.
Second, higher concentrations of sulfur in crude will increase solids' carryover and cause erosion in the diffuser and on the external surface of the steam nozzle due to impingement. Perhaps a separator pot upstream of the first-stage ejector suction will help.
Lastly, if the steam nozzle split, it would leak steam not air. This would put an additional load on the ejector, increasing the suction pressure.
A few additional points are in order:
Wear in the diffuser and nozzle can also be an effect of wet steam. This wear is usually on the inside of the nozzle, causing "wire drawing." To operate efficiently, ejectors require 97% quality steam (minimum). The system may have a steam separator but the condensate, if not properly trapped, still will carry into the nozzle. No mention was made regarding the condition of the second-stage ejector. If its condition is reasonably good, then the corrosive gases are going out in the condenser. That being the case, what is the physical condition of the inter-condenser and tubes?
Louis Decker, manager
DecTecH Associates, Bridgewater, N.J.
UNDERSTAND THE IMPACTS
A change in feedstock, such as a change to high sulfur Canadian crude, can impact a vacuum system in several ways. Ejector systems are sized to handle a specific load rate and composition. An increase in the overall flow or a change in a load's component makeup can have consequences, including performance and corrosion problems.
High cooling water temperature and low cooling water flow both impact a condenser's operating pressure. During the winter months, cooling water temperatures are colder and this allows the condensers to operate at much better pressures than would be seen during hotter summertime operation. Problems with the startup and operation of multistage ejector systems are more common during hot weather because of the warmer water temperatures. An ejector depends on the downstream equipment (condensers, ejectors and piping) to maintain a certain pressure at its discharge. If an ejector's downstream pressure deteriorates past its design point, unstable operation will likely occur. Hotter-than-design cooling water can cause poor condenser performance. This is why it is important that ejector systems be designed for the hottest cooling water temperature expected at the site.
Condenser fouling will have a similar impact on vacuum as hotter-than-design cooling water. As the heat transfer rate decreases, the operating pressure of the condenser becomes worse and the first stage ejector is then subject to a poorer-than-design discharge pressure. In these cases, the condenser bundles should be cleaned or replaced. Care needs to be taken when replacing condenser bundles as they are designed for vacuum service and have special construction features.
Vacuum control for a distillation tower is most commonly obtained by recycling load from the discharge of the first-stage ejector back to its suction. This allows one to manipulate the load to control the process vacuum. There are other control schemes for ejector systems but they have drawbacks that make recycle control the ideal choice for this application. Throttling the motive steam to the ejectors is not an acceptable way of controlling the tower pressure and can cause the vacuum system to be unstable.
Erosion damage is almost always attributed to wet motive steam. This type of damage is often seen inside an ejector's motive nozzle and in the converging section of an ejector's diffuser. Wet steam greatly reduces the service life of ejectors and has a negative impact on ejector performance.
Corrosion can also negatively impact an ejector. Certain crude slates, notably ones with higher sulfur levels, lead to the creation of acids. Inside a vacuum system, sulfur and other impurities mix with the motive steam, leading to the formation of corrosive compounds, like sulfuric acid.
Corrosion rates are accelerated by temperature. The outside of an ejector's motive nozzle, its diffuser throat and its diverging diffuser section are more prone to corrosion problems because they will be significantly hotter. Corrosion-controlling inhibitors can be considered as a means to combat corrosion. In other cases, the ejector bodies and condenser shells can be built in high-grade stainless steel or other alloys. The increased rate in the refining of more-sour crudes has led to a notable increase in the selection of duplex stainless steels.
Eric Michael Johnson, service engineer
Graham Corp., Batavia, N.Y.
ASSESS SEVERAL OPTIONS
Have you considered replacing the steam ejectors with vacuum pumps? However, the erosion issue you mentioned may be a problem for the vacuum pumps as well. An obvious question is have you considered reducing the "Canadian crude" content of the feedstock since you mentioned the problems started when more of the high sulfur feed was used? Upsizing your condensers or adding another in series may help you reduce your hydrocarbon vapors going to the thermal oxidizers.
Michael Dobrowolsky, controls engineer
SI Group, Schenectady, N.Y.
TACKLE TWO ISSUES
There appear to be two distinct problems: cooling water in the summer and, more importantly, steam quality.
If the tower cooling water is incapable of maintaining vacuum, you either need to increase the flow or the condenser temperature differential. Maybe you need chillers for the cooling water in the summer. One simple solution might be to adjust stage 2 so it receives fresh cold water instead of water from the first condenser. Also, you must look at the positions of the cooling-water control valves — if they're wide open in the summer, try putting in larger valves or larger water lines; on cooling lines I usually plan for butterfly valves because of their high Cvs.
Steam quality is only part of the problem with the ejector corrosion. You may need to go with high nickel alloys for internal components subject to erosion. Ceramics are another choice; thermal shock normally isn't a problem with modern ceramics, especially with water systems. (Ceramic coatings have been used to protect fired heaters: www.advancedmaterialtechnologies.com/pdf/fmp/C2012-0001687%20(2).pdf.) Coatings such as silicon nitride (Si3N4), silicon carbide (SiC), titanium nitride (TiN) and tantalum nitride (TaN) have been used to protect metals from erosion. A coating is just that, a coating — it may prevent erosion but if the metal behind it is penetrated, corrosion continues. Perhaps, it would be best to build critical components out of ceramic alone; silicon nitride should be the best choice for this type of application.
Another issue is steam operation. You'll want to check the steam trap and the pressure control valve. It may be that the trap is not functioning or has been poorly selected. Perhaps the pressure control valve is being bypassed. Check the condition of the steam line and its history. If the steam separator isn't working well or has been scaled up in the past, it may be because the supply piping is poorly insulated or condensate has built up in the piping. Look at how often the piping has been replaced. Wet steam will cause as much damage as condensing hydrocarbons, line rust or scale.
Dirk Willard, senior process engineer
Ambitech Engineering, Downers Grove, Ill.
MAY'S PUZZLER
Catastrophic pump failures at the tank farm (Figure 1) are plaguing the commissioning of our new plant. The tank farm has an ordinary centrifugal pump (CP) as well as magnetic-drive CPs and a gear pump. The mag-drive pump started failing after the first few days. We got some warning from a pressure switch low (PSL) that flashed for a couple of minutes. We switched to a spare and it did the same thing after a day. The gear pump seemed to be operating fine, even after a few days — but a reading on an infrared gun indicated the casing was hot; the downstream flow meter showed a dropping flow rate. An operator loosened the packing on the pump while I was away at lunch and it now runs fine. The water pump is showing the same symptoms as the mag-drive pump but hasn't failed yet during the first week of commissioning. Are we out of the woods?
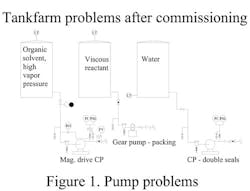
Figure 1. All three types of pumps in the tank farm are experiencing problems.