Process Puzzler: Surmount Sump Struggles
This Month’s Puzzler
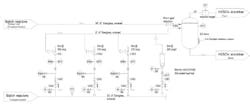
We use a vertical turbine pump to move slop oil from a sump to a steam stripper (see figure). Everything worked fine until we had a recent turnaround. When we started the next day, the stripper column began to rattle. It sounded like cavitation. The pump was operating fine, although closer to its thermal deadhead point. In addition, I noticed the feed flow control valve opening to the stripper rose about 20%, from 71% open to 92% open for 60 gpm. The operator raised the temperature set point from 240°F to 250°F but the noise in the tower continued. Shortly after the operator changed the set point, we observed cavitation in the pump and shut it down temporarily to clean the suction strainer; fortunately, we could switch to a spare pump. The mechanics won’t have the suction line broken down for an hour or so. What do you think caused the problem with the pump and tower? Should we be worried about this during normal operations?
Check A Number Of Factors
There seem to be several problems more or less interrelated:
a. From the description, it may be inferred that changing the suction strainer solved the problem of cavitation in the pump. Hence, the strainer seems to have been fouled, probably by components of the slop oil reacting with air (?) during the turnaround. This might be the case with a petroleum-based slop oil or a complex mixture containing light and heavy components. Increasing the set point temperature of the preheater very likely does not trigger cavitation of the pump.
[callToAction ]
b. Pressure drop at the pressure side of pump has increased, as indicated by the control valve opening from 71% to 92%. In a flow-controlled system, the controller tries to keep the set point by regulating valve’s travel. (The increase may be calculated, see “Overcome Oversizing of Centrifugal Pumps"). However, there is no indication as to which element caused an increase of the dynamic pressure drop.
c. An increased pressure drop might be caused by the plugged back-pressure (BP) orifice, a fouled filter, etc. The flow meter likely both is not the cause of an increase and still is decently accurate. The control valve probably remains rather unaffected by fouling, too. However, more likely seems to be a severe fouling with some deposits in the preheater.
d. Such fouling may lead to partial evaporation after the preheater, giving rise to two-phase flow with bubbles entering the stripper and causing rattling. This might be due to light-boiling components of the slop oil, in particular in the case of a petroleum-derived one. A distillation test (e.g., according to ASTM D86) could reveal if the initial boiling point has changed. High-frequency oscillations of the flow meter would indicate two-phase flow.
e. The pump system and its increase in pressure drop may not be causing the stripper to rattle — do not rule out a malfunction of the stripper. However, to comment on that requires more information (azeotropic point, live steam injection at temperature, etc.).
f. Also, it should be mentioned that the pressure drop of the BP orifice could be reduced because in a flow-controlled system the meter fixes the flow, defining the pump’s operating point and preventing it from exceeding its operation range. Some energy savings could result from this, in particular if oversizing of the pump is corrected.
Walter Schicketanz, consultant,
Rosenheim, Germany
Consider Two Problems
There are two problems — an obvious one and potentially a more insidious issue.
The first relates to the suction strainer becoming plugged. The pump struggled to provide flow while the net positive suction head available (NPSHA) dropped.
The board operator saw the rise in the flow control valve first because that’s what an operator at a console does: watch screens for anomalies. Field operators tend to ignore process equipment unless they have to check a gauge on it or notice it starting to do something peculiar. After the pump is checked out for damage — multistage vertical turbine pumps are more sensitive to damage than ordinary pumps — consider a differential pressure transmitter for the suction strainer.
When you get the strainer apart, I suggest you collect samples of the solids captured by the filter media and the filtrate, the liquid passing through the filter. Don’t forget to look downstream at equipment such as vortex meters that can be fouled by unfiltered liquid. A false high in a blocked vortex shedder meter could cause the control valve to open wider.
As in any root cause analysis, it’s important to find the major reason for the symptoms. However, don’t completely ignore minor causes because they can gang up on you. Start by making a list of all streams that flow into the sump. Look at abnormal operations, such as turnarounds, not just routine operation.
Consider normal operation first. Given the use of heavy and synthetic crudes in most refineries, I reckon that asphaltenes from the desalter and other sources are acting as a filter aid, collecting materials too efficiently on the strainer.
Now, let’s turn to abnormal operations. That’s where the insidious problem can arise. If the sump was used to collect washdown from, say, the cokers, then it would contain a lot of water instead of slop oil. This water could be full of surfactants and other cleaning agents that could form a witch’s brew inside the sump. A simulation I did clearly showed how differently the system behaves given a change from light slop to sour water.
As for the tower, it’s a little easier to heat slop oil than water. Perhaps the noise stemmed from flooding in the tower. Alternatively, it’s possible that some of the foulant got onto the trays of the stripper. Don’t forget to add this to your inspection list.
Dirk Willard, consultant
Wooster, Ohio
April’s Puzzler
I’m a new-hire production engineer at an ethylene oxide plant. I graduated last year and just finished my probation period, winning my white hat. I went over the production logs a few weeks after I got here and found a real problem: the pressure relief valves (PRVs) keep popping every few months. I wanted to say something right away but, being a new graduate, I didn’t want to question a situation that others already have scrutinized. Recently, though, I talked to the operator on shift at the time of the last PRV release. He said the operators rely on an “automatic” manual vent (one with a lift ball) to prevent the PRVs from opening (Figure 1).
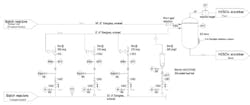
Figure 1. Pressure relief valves have popped about three times per year recently.
I then spoke to a few more operators. They all told me they’re so busy since a plant expansion that they have trouble controlling the reactor pressures; sometimes they just let the vent catch the upsets. The PRVs only pop every so often, one said. The foreman advised me drop the matter.
However, I looked more into it and found the manual vent opened every few days and the PRVs have popped about three times a year over the past two years. I can’t get more data because the trends only go back that far. Interestingly, I talked to accounting and discovered we use twice as much sulfuric acid in the scrubber as we did two years ago.
I dug into our files and couldn’t find the sizing calculations for the vent. I don’t think this vent is even legal. What should I do?
Send us your comments, suggestions or solutions for this question by March 10, 2017. We’ll include as many of them as possible in the April 2017 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you'd like to pose to our readers, send it along and we'll be pleased to consider it for publication.