Take The Guesswork Out Of Utility Management
Feb. 19, 2009
7 min read

Editor’s Note: This article originally appeared in the July 2006 issue of Chemical Processing. A recent investigation revealed that this article was never posted to the Web site.
Finding a way to coordinate the various steam and power generating facilities within the vast Eastman Chemical plant at Kingsport, Tenn., has been a key factor in reducing fuel costs while keeping up with plant demand. Until 2004, utilities operated more or less independently. Waste and inefficiency seemed to be unavoidable with an intricate, dynamic process. The utilities site is comprised of four powerhouses with 17 boilers and 19 steam turbine generators capable of delivering an average of 3.6 million pounds of steam and 176 megawatts per hour to meet the demands of chemical process units and offices across this 1,000-plus acre site. Coal is the main fuel in the powerhouse boilers, except in three gas-fired backup boilers. The powerhouse boilers also burn some waste materials produced in the process plants, such as bio-sludge, waste gas, and liquids. These types of wastes can complicate boiler operations because sometimes their heating quality can vary. A complex system allows boiler steam down from one level to another level through the turbine generators, pressure-reducing stations, and equipment turbine drives. The exhausts from these portions of the system can be switched between headers as explained in Figure 1. 
Figure 1. Flow diagram highlights the complexity
of Eastman Chemical’s Kingsport powerhouse.
(Click on illustration for larger image).
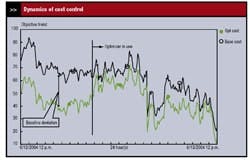
Figure 2. Screenshot of optimum cost and baseline
cost of powerhouse shows the positive impact of the
software. (Click on illustration for larger image).
Earlier this year, Eastman received the American Chemistry Council’s Exceptional Merit award for “significant improvements in manufacturing at a plant site” based on the utilities optimization system. This recognition from our peers in the chemical industry acknowledges our efforts to conserve energy. In turn, we appreciate Emerson’s contribution to this award. Their technology and expertise were instrumental in helping us meet our energy cost reduction goal. Emerson provided a low-risk solution that has generated high returns. An audit was conducted comparing past operation against new operation with the optimizer. The architecture for the optimizer is presented in Figure 3.

Figure 3. The chart above shows the approach
used by the chart optimizer, which was responsible
for 90% of the savings achieved.
(Click on illustration for larger image).
About the Author
C. Lemuel Mixon
Eastman Chemical Co.
Sign up for our eNewsletters
Get the latest news and updates