Process Puzzler: Fully Fix a Fatal Flaw

THIS MONTH’S PUZZLER
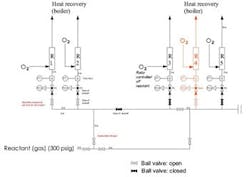
Figure 1. Operator says valve positions were as shown in Figure 1a; Figure 1b (below) shows intended design changes once new valves are installed.
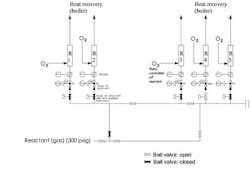
We suffered four fatalities during the startup of a thermal oxidizer. Our superintendent blames the deaths on an operator failing to close a valve — this allowed reactant to flow to an unused reactor. Figure 1a shows the valve arrangement as described by the operator. The reactant flowed into the thermal oxidizer boiler and exploded. Figure 1b illustrates the planned arrangement of these valves. This work was supposed to be completed during the turnaround. However, the new flow meters we received were made of the wrong material; so, the changes were postponed until meters of the correct material could be shipped. The corporate safety group now is investigating. They are concerned that only valves were used for isolation but have not nailed down the cause of the accident. Do you think the operator is to blame? What do you think happened? Are the proposed design changes adequate?
REVISE THE NEW DESIGN
There has to be something else wrong beyond an open valve. The safety group is rightly concerned with the use of valves for shutoff. Although this is common practice in operations where equipment, such as reactors, are used, nobody ever should believe a valve provides secure isolation. There are other problems inherent in the existing operation: 1) the operating instructions appear to be wrong — triple isolation is better than a block valve and a spring-closed (FC) control valve; 2) a Class IV valve, with metal-on-metal seats (hard seat) will leak, especially at high pressure; 3) Ratioing oxygen off the reactant (fuel) shouldn’t be allowed when the reactor isn’t operating; and 4) vortex meters have a nasty characteristic — at low-flow cutoff, they still allow very low, unmeasured flow through the reactor to the heat recovery boiler.
The operating instructions appear to be left over from the past; the design changes take the potential leak problem more seriously because they add Class VI (soft seat) block valves. The process engineer and superintendent may have been distracted by the material problem with the new flow meters and neglected the instructions. I don’t see any blame falling on the operator: the valve left open at the supply header wouldn’t have prevented reactant flow to the unused reactor. A better design was needed, so the superintendent is to blame.
Let’s test the leaky valve theory. Making some crude assumptions about body leakage based on the ANSI/FCI-70-2-2006 standard for control valve leakage, we can estimate the leakage rate for one of the globe control valves. If we assume the valve is reduced to 1-in. and a differential pressure of 250 psi across the valve, then a typical (high) maximum flow coefficient, Cv, is 13 for a 0.75-in. stroke and 0.81-in. plug. If we assume the ANSI liquid test conditions, calculate the water flow and relate that back to the size of an orifice, the gas flow at critical velocity would be about 4.4×10-4 pph for a liquid rate of 0.02 gpm and an orifice of 0.0083 in. I assumed a specific gravity of 52 for pentane at 70°F. The test conditions for water use the following formula to estimate liquid leakage: Qgpm = 0.01/100×Cv/(1/ Δ P)½, where 0.01 is the % of leaked flow based on ANSI standards for a Class IV valve. I assumed a valve differential of 250 psig in place of the test pressure to realistically estimate the leak rate. Note that choked conditions apply for P2 < 0.53×P1. The gas flow is extremely low. Based on this rate, something must be wrong with the control valve — e.g., corrosion of the seat or failure of the actuator to position the plug. Here’re some useful web pages for seat leakage: http://goo.gl/bE4UJK and http://goo.gl/S2pHrW.
Ratioing the oxygen blindly without preventing flow when the reactor isn’t operated is foolish. There must be something else to it. The reactant flow is very low. Perhaps the O2 flow meter providing feedback isn’t zeroed properly. That seems to be the ultimate cause for the accident: enough fuel accumulated while the O2 flowed in response to the minor fuel flow.
Now, let’s look at the new design. Coriolis flow meters should catch low flow far better than vortex flow meters. The ultimate turndown flow for Coriolis is about 100:1, compared to 10:1 for a vortex meter. The automatic valves and the positioners on the control valves are a good touch but the new design still isn’t adequate. It would be best if there were block valves in the O2 line and if additional block valves were added. Also, a lower explosion limit (LEL) analyzer should be added to the TOX system to ensure a leak won’t result in another explosion.
Dirk Willard, process engineer
A&B Process Systems, Stratford, Wis.
MARCH’S PUZZLER
We use a lobe pump to move a sealant product from a reactor, after a conditioning heat exchanger, into a static mixer where we add 1 gph of stabilizer before sending the final formulation to the packaging fill line. The pump was sized for 35 gpm in a 3-in. Schedule-10 pipe. The operators claim they can get 40 gpm, sometimes 42 gpm, out of this pump. With some products, this occasionally is true. Now, management wants to increase the capacity of the fill lines to 40 gpm by taking advantage of this higher flow rate. Part of the plan calls for raising the exit temperature of the conditioning exchanger to get more flow. The research group is readying new products for introduction next year; some have higher viscosities than the current line of sealants. This flow increase seems like a bad idea to me. Am I wrong?
Send us your comments, suggestions or solutions for this question by February 13, 2014. We’ll include as many of them as possible in the March 2015 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you'd like to pose to our readers, send it along and we'll be pleased to consider it for publication.