Tackle Combustible Dust Risks


Figure 1. A mitigation strategy must address all four factors to be effective.
This article provides a roadmap for evaluating your dust and process hazards, and suggests steps to plan a suitable mitigation strategy for your unique risk profile.
The Regulatory Landscape
Chemical processors must balance product output with the responsibility to address risks posed by dust-producing materials and processes. How you address such risks impacts production and how your plant fares during inspections from a growing host of regulators. Such “authorities having jurisdiction” (AHJs) include fire marshals, insurance appraisers, code enforcers and U.S. Occupational Safety and Health Administration (OSHA) inspectors. AHJs can prosecute, issue fines, deny permits or even shut down production if they consider the way you address your hazards to be unacceptable.
[callToAction ]
No one explicit regulation harmonizes all the others, so your method of risk management must satisfy all pertinent standards and codes, potentially including:
• Fire and chemical codes of the International Code Council;
• National Fire Protection Association (NFPA) standards;
• FM Global or other property loss insurance company guidance;
• OSHA’s General Duty Clause safeguarding workers;
• State and municipal codes; and
• Corporate codes and standards.
Some of the more-detailed risk mitigation guidance comes from NFPA standards, which many municipalities adopt as their legally enforced codes. NFPA 654, “Standard for the Prevention of Fire and Dust Explosions…,” and the more recently released NFPA 652, “Standard on the Fundamentals of Combustible Dust,” outline a requirement for all facilities that handle, process or produce combustible dust to complete a dust hazards analysis (DHA). If risks emerge in the DHA, you’ll need to address them with a defensible mitigation strategy.

Figure 2. Locating the collector — in this case, equipped with explosion venting and isolation valves — on the exterior of the process area may make sense.
Steps In A Hazards Analysis
Completing a DHA takes you through key questions about combustible-dust-related risks, including questions on the probability of combustion events and the potential consequences if one occurs. Both the properties of your dusts and the processes present in your facility will impact how you respond to these questions. After a hazards analysis, you’ll have information to help you plan a risk mitigation strategy that can address both fire and explosion risks.
Here are some key questions you’ll want to address in a DHA:
1. Are any dusts combustible or explosible, and what level of combustion risk do those dusts represent?
2. What other risks or hazards do the dusts pose?
3. Where and how are nuisance dusts released in your facility, and how can you reduce such releases?
4. How can you decrease the likelihood of combustible dust events?
5. How can you minimize the consequences should a combustible-dust-related fire or explosion occur?
Let’s walk through these key questions.
1. Determine dust combustibility. Operations at chemical plants often involve producing or handling particulates that are flammable or explosible. A wide variety of raw materials may pose concerns. Also, consider liquids in your production process that represent combustion risks.
Unless you can find suitable property data for your materials in published sources, you may need to get the dusts tested. A qualified lab can perform a relatively simple “go/no-go” evaluation to identify whether dusts can ignite (i.e., are combustible). From there, the lab can run more complex evaluations to establish if dusts can ignite in a cloud (i.e., are explosible) and, if so, can determine additional characteristics of the materials that impact a risk assessment. The more data you have, the more customized your mitigation strategies can be. Typical characteristics may include tests to determine:
• Maximum pressure of a dust cloud explosion (Pmax) and speed of pressure rise (Kst);
• Minimum explosible concentrations (MEC);
• Minimum ignition energies (MIE); and
• Minimum auto-ignition temperatures.
You should review the risks in your facility any time you change materials or processes. Even if you make no material or process changes, the NFPA standards specify a review at least once every five years. As an example, consider toner particles. A facility recharging toner cartridges may not recognize that toner has consistently become finer (with attendant changes in its combustibility properties) as printing resolutions have improved. A regular dust hazard review provides an opportunity to discover such changes in materials and their combustion behavior.
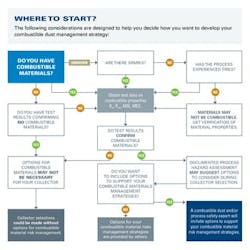
Figure 3. Answers to key questions provide guidance for steps needed to develop an appropriate strategy.
2. Identify what other risks or hazards your dusts present. Once you know the combustion properties of your dusts, consider other characteristics including toxicity, reactivity, corrosiveness and instability. Such factors may influence the nuisance-dust-control options that are feasible and the possible location of such equipment. If a particular dust reacts with other nuisance materials you intend to control, you may want a dedicated control system for it rather than relying on a general control system that mixes the materials collected. You also may need to resort to special materials of construction, such as stainless steel, or silicone and neoprene gaskets, or avoid some materials such as aluminum, copper or brass. Be certain to raise such concerns with equipment suppliers.
3. Discover where and how nuisance dusts are released, and what risks are created. Once you know your dust characteristics, examine your facility to look for processes where nuisance dusts are generated, released or tend to collect. Activities such as material handling, mixing, blending, transfer and packaging all offer an increased opportunity for nuisance dust discharges into a facility. Your process audit may discover points of potential risk.
Also remember to consider all surfaces where dust can settle. Plants that appear spotless at eye level may harbor risky amounts of dust on walls, light fixtures, girders, pipes or other suspended surfaces, providing the necessary fuel for a potentially catastrophic secondary deflagration. In general, accumulations greater than 1/32 inch are considered a hazard. Inspectors often focus on dust high in the facility — closer to the ceiling, where dust tends to be smaller in size and, therefore, more combustible and hazardous. So, to prevent accumulation, plan for regular housekeeping or enhanced local exhaust ventilation to control nuisance dust discharges.
4. Review dust control options. With an awareness of your nuisance dust release points, you now can consider ways to control the dust. Are those points in the middle of your facility, where a central dust collector would require long lengths of duct? If so, one option might be a small “point of use” collector near the dust discharge. Or are there multiple points on the same process where a centralized collector with multiple collection points could be effective?
If your nuisance dust not only is combustible but also toxic or hazardous, you have other concerns, such as the impact of an unintended dust release, that may require addressing. You’ll need to weigh the pros and cons of an indoor versus an outdoor location for the dust collector. If the dust isn’t toxic, locating the collector outside allows a very broad range of fire and explosion mitigation options. If a dust discharge represents significant risks, your viable mitigation strategies become much narrower.
5. Mitigate the probability and consequences of fire and explosion events. After you establish control strategies for your nuisance dust discharge points, the next question is: How do you protect that system from the possible consequences of fires and explosions?
While explosions command more headlines, industrial fires occur much more frequently and cause roughly $1 billion in property loss in the U.S. each year, according to NFPA’s “Fire in Industrial or Manufacturing Properties” (April 2016). Your risk mitigation strategy should address both risks. Aim not only to prevent combustion events but also to protect your facility in case prevention efforts fail (Figure 1). So, let’s look at both prevention and protection approaches.
Prevention Strategies
These focus on avoiding a combustion event by extinguishing any potential ignition source before it can reach accumulated dust (fuel) in the local exhaust ventilation/dust control system. Air (an oxidizing agent) generally serves to draw dust into and transport it through the system. That leaves ignition sources — heat, embers or sparks — as the one factor you typically can remove from the fire triangle (i.e., fuel, an oxidizing agent and an ignition source) without compromising the performance of your dust control system.
Explosions require two additional factors to occur: dust confinement and dust dispersion. Just as with fires, the easiest factor to remove is still the ignition source. Here are a few prevention options along with their possible pros and cons:
• Distance. Creating distance between a spark generation point and accumulated fuel (dust collector) can allow sparks time to extinguish before reaching the combustible dust.
Pros: comparatively low cost; no additional equipment required.
Cons: longer duct runs increase energy requirements and inherently include the potential for dust accumulation in the ducts; uncertain level of ignition source control.
• Passive spark abatement. Devices mounted in the duct create turbulence that accelerates the rate at which sparks extinguish in the airstream.
Pros: comparatively moderate in cost; low pressure losses.
Cons: may have a required installation distance from a dust collector; can become fouled with some dusts.
• Active spark abatement. A spark detector mounted in the duct triggers release of an extinguishing agent downstream in the duct to douse sparks before they reach the dust collector.
Pros: active identification of ignition sources with monitoring and notification capabilities; higher confidence in detection and response.
Cons: comparatively higher in cost with duct length requirements between the sensors and the extinguishing equipment; increased complexity and maintenance.

This article won a National Silver editorial award in the "How To" category
American Society of Business Publication Editors (ASBPE) Azbee Awards are highly competitive and celebrate the highest quality reporting, editing and design in business-to-business, trade, association and professional publications. The awards honor all types of publications including magazines, newspapers, newsletters, websites, and digital media.
Read about our award here.
Protection Strategies
Because prevention equipment can’t remove 100% of the risk of an event occurring, you always should consider protection strategies as well. These limit damage from a combustion event to a level you determine to be acceptable. Protection equipment generally is specific for either fires or explosions, so mitigation plans often must include strategies for both types of risks. Here are some protection options along with their possible pros and cons:
• Sprinkler system. A temperature rise above a threshold in the dust collector triggers the system to activate to disperse water into the collector.
Pros: integrated with facility’s fire control system; moderate initial cost.
Cons: potentially significant downtime and cleanup if an event triggers a discharge; harder to relocate during process restructuring.
• CO2 fire suppression system. A temperature rise above a threshold in the dust collector initiates release of carbon dioxide into the dust collector. This displaces the oxygen to smother a fire.
Pros: simpler cleanup and can limit damage to dust collector; system often is dedicated to a collector and easier to relocate during process restructuring.
Cons: higher cost; annual system inspection necessary.
• Outside location. If a dust collector can be separated from the process area and located outside with an exclusion zone around it (Figure 2), you may decide that allowing the collector to burn represents a minimal level of risk.
Pros: reduces exposure to the building; additional fire mitigation equipment may not be required.
Cons: without additional mitigation, damage to the collector may result in a longer downtime period for replacement of the dust collector; may not be feasible for every application.
• Explosion vents. A weak panel on the dust collector opens during a deflagration event, directing the resulting gases, flames and debris to a safe location.
Pros: comparatively low cost; passive device.
Cons: discharges a fireball, debris and dust to the surrounding areas; fire risk following the deflagration may exist; longer downtime if fire damage occurs.
• Chemical suppression system. A rapid pressure rise at the start of a deflagration triggers injection of chemical suppressant into the collector, preventing a full deflagration.
Pros: dust containment; reduced damage and associated downtime; reduced risk of a fire following the event.
Cons: comparatively higher cost; annual system inspection.
• Passive isolation. The pressure wave from an explosion mechanically activates a device that closes the duct to block flames from passing back through duct towards the process. Activation should trigger an immediate and automatic shutdown of the protected system.
Pros: minimal equipment setup; comparatively low cost option.
Cons: duct size and dust characteristics can limit application; may require inspections.
• Active isolation. An electronic sensor activates a device to prevent flames or pressure from traveling back through the duct to the process. The device also should trigger an immediate and automatic shutdown of the protected system.
Pros: precise detection; may allow filtered air return to the building.
Cons: higher cost than passive devices; requires system controls.
Succeed At Mitigation
Combustible-dust risk mitigation can seem daunting. However, in simplest terms, it’s based on a series of logical questions: Are materials or dusts in your facility combustible? Where do you have potential nuisance-dust control issues or process hazard concerns? How can you address those hazards? Finally, what actions will allow you to attempt to prevent a combustion event and, if an event occurs despite your prevention efforts, how can you reduce the consequences of fires or explosions. Figure 3 summarizes the decision tree involved.
Answering these questions often is an iterative process, with mitigation strategies driving decisions about dust control system design, and dust control decisions influencing choices in mitigation. Each facility’s dust and process hazard analysis will be unique, so there is no one “right” strategy. The good news is there are mitigation strategies to address the risks, and today’s options allow you to balance your risk strategy with your production needs.
Independent combustible dust mitigation consultants can help you conduct a dust and process hazard analysis, and then recommend a strategy for your facility. For more detail about available mitigation equipment options, contact your dust collector supplier.
Download a more-detailed combustible dust roadmap. For U.S. Chemical Safety Board reports on recent accidents, investigations, and rulemaking related to chemical combustible dust, go to www.CSB.gov.
KAREN WEAR is market manager, Industrial Air Filtration Product Group, Donaldson Company, Bloomington, Minn. Email her at [email protected].