October Process Puzzler: Improve centrifuge separation capacity, quality
Question from August's Chemical Processing
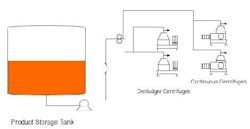
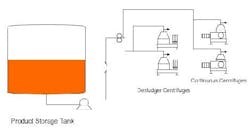
The centrifuge separation at a bio-products plant is a bottleneck. Currently, two desludger centrifuges and two continuous (nozzle) centrifuges are available. The solution must be flexible since several products may be centrifuged. The product slurry concentration varies from 8% to as high as 15% by weight in an aqueous solution. Viscosity varies from 1-20 cP for some products. Newtonian flow is not guaranteed. The desludgers offer better separation but at half the rate of the continuous units — at the moment one continuous unit can manage plant flow. There is some concern about nozzle selection for the continuous centrifuges; the feeling is that increasing the nozzle size will reduce the centrifuge efficiency but extend the run time between cleanings. Seven millimeter nozzles are being used but going to 11-mm may only increase the throughput by 10% for the current product. The maximum discharge pressure for the unit is about 50 psig. The maximum loss to byproducts is about 10% of the batch. The typical level, produced from a batch, is about 50% in the product tank. Without buying more units, at about $330K for a continuous unit, how can this bottleneck be eliminated (Figure 1)?
Try two continuous trains
If one continuous unit can handle plant flow, the bottleneck would seem to be the cycle time through the unit and not the number of units. Therefore running two of the continuous centrifuge units in parallel would reduce cycle time by 50% and debottleneck the operation.
Since the tank is only 50% full, you may want to look at diluting the slurry in the feed tank. This would result in a larger volume to process which may not help for some feeds. Diluting the more viscous feeds with a small amount of water may greatly lower viscosity (and density). Dilution may actually allow an increase the feed rate and lower the overall cycle time. The centrifuge vendor (or your research department) could run some tests. Even with laboratory-scale equipment, it will be possible to verify if the feed rate can be increased and to what extent viscosity plays a role. Although dilution may not increase the feed rate, it may enhance separation efficiency, allowing a second or third pass through the centrifuges.
Jeff Johnson, director of network management,
Merck & Co., West Point, Pa.
Change the nozzles
Work with the nozzle’s vendor to install new nozzles. There are new and improved nozzles available that can improve your product cut. These nozzles allow you to inject an inert gas or liquid to increase the density difference between the liquid and the product solid. Spraying another fluid will also improve dispersion to the bowl. Give samples of most of your products to the vendor and let them run the test with new and improved nozzles. Be careful of scale-up! Laboratory-size centrifuges often promise better separation than what can be achieved with production scale models.
You will want to contact the vendor about viscosity and density differences between products. If you can shut down the units before switching to a new product, you may want to test one set of nozzles for one product and another set for the second product. Doing so will permit you to maximize flow while getting the best cut.
Another solution is to increase the pressure either by installing an in-line pump, or replacing the existing pump supplying feed to the centrifuges. Although the centrifuges are limited to below 50 psig, you may want to talk to the vendor; increasing the feed pressure will improve the product cut and the throughput. Perhaps you can replace a portion of the bowl or other equipment to increase the feed rate.
If you can reduce the viscosity, the spray nozzles will work better, allowing more feed. If possible, consider increasing the temperature at the spray nozzles. Electric heating would be the easiest method to control. Even an in-line heater might work.
Javier Requena, sr. engineering advisor
TOTAL Petrochemicals, Inc., Deer Park, Texas
December's Puzzler
A weigh-feeder system measures a fine solid, a slurry, and a volatile organic into a mixer. The expensive volatile organic quickly evaporates. It is used in such small quantities that it must be carefully measured because it affects final product quality: too much and the concentrated organic could cause skin and eye irritations; too little and only the waxy smell of the solid will be present. The slurry tends to plug the feed nozzle. Sometimes, the fine-solid particle distribution ranges from dust to pellets; this variation sometimes blinds the dust collector downstream and, alternatively, plugs the pneumatic conveyor pick-up point because the solid particles are too large, or fine particles agglomerate, pick up moisture and seal up the pick-up point. How can we improve reliability of the system?

Send us your comments, suggestions or solutions for this question by November 10, 2006. We’ll include as many of them as possible in the December 2006 issue and all on CP.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to ProcessPuzzler, Chemical Processing, 555 W. Pierce Rd., Suite 301, Itasca, IL 60143. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.