Separations Technology: Plants Polish Towers

A vast number of distillation columns operate at sites worldwide. Many of these towers offer significant opportunities for upgrading, experts say. For example, Henry Kister, senior fellow and director of fractionation technology for Fluor, Aliso Viejo, Calif., points out that preheating is valuable when a tower bottleneck occurs below the feed in a tower that has spare capacity above.
Preheating increases the total heat energy requirement compared to adding heat in the reboiler, so it is a first-law-of-thermodynamics energy guzzler. However, because the feed is colder than the tower bottoms, an economizing medium such as waste heat or the bottoms can provide a large portion of the heat, turning preheaters into a second-law-of-thermodynamics energy savers, he notes.
“Benefits from preheating with an economizing heating medium usually far outweigh the first law losses. Generally, the effectiveness of preheating for either hydraulically unloading the bottom section or for saving energy is maximized when the fraction vaporized is of similar order to the fraction of lights in the feed, as detailed by the classic paper of Patterson and Wells (Chem. Eng., Sept. 1977),” Kister adds.
[callToAction]
Inter-reboilers can save more energy and gain more capacity than the preheater, he says, but at the expense of greater complexity.
It’s a similar story with precoolers and inter-condensers: they both can save energy when an economizing medium can pick up some of the overhead condenser heat duty but lead to a higher condensing energy requirement in the tower.
Another issue for optimizing post-revamp efficiency he highlights is manipulation of column operating pressure/pressure drop.
Raising the pressure boosts vapor density and reduces vapor velocity, thus increasing vapor handling capacity. In most distillations, a higher pressure lowers relative volatility, pushing up reflux and reboil requirements for achieving the same separation. This counters the vapor density effect and tends to lower capacity.
“At lower pressures (<50 psia), usually the vapor density effect dominates, so raising pressure enhances capacity. At higher pressure (>150 psia), and especially when a tower is limited by liquid handling capacity, lower distillation pressure tends to maximize capacity. Lower pressure usually leads to lower energy consumption due to the lower reflux and reboil requirements. See Kister and Doig, CEP, August 1981, for more,” he explains.Kister cautions that while trays come in high-capacity versions there are no high-efficiency ones, despite what sometimes is claimed.
He notes that except for the flow path length, once a tray design is hydraulically sound, changing the tray geometry can’t greatly improve efficiency, as can be inferred from the O’Connell correlation (see “Perry’s Chemical Engineers’ Handbook”) that has been the standard of the industry for decades, as well as from Kister’s own relatively recent detailed article (CEP, June 2008).

Figure 1. Adding a section to a column may enable incorporating desired new internals. Source: Sulzer.
“Lowering tray spacing can increase the number of trays in an existing tower, thus improve separation, at the price of reduced capacity. Features like forward push devices, high ratios of top-to-bottom downcomer areas, using multi-pass trays, are all invaluable means of enhancing capacity, but do little to improve efficiency,” he emphasizes.
One Company’s Experience
AkzoNobel, Amsterdam, is carrying out many revamps worldwide. “As well as increasing capacity, [these revamps] are also important when different raw materials, different process set-ups and different product compositions are needed,” says Maurits Romme, lead process engineer, projects & engineering, who is based in Arnhem, The Netherlands.
Preheaters loom large in many of his revamp considerations, particularly when the opportunity exists to expand column capacity by using a lower-cost source of heat.
In one recent project, the original design already used the vapor from the top of the column to preheat the feed, notes Romme. However, the majority of the heat required for evaporation was delivered by the vapor of the high boiling component generated in the reboiler. The reboiler was heated with a hot oil system.
“To reduce the heat load on this hot oil system — c. 3–5 MW, saving around €1 million/y [$1.1 million/y] in operational costs — we installed an extra pre-evaporator using low-pressure steam as the heating medium. In this way. we could prevent the installation of a new hot oil furnace, saving an estimated €3.5 million [$3.9 million],” he states.
One slightly unexpected challenge came in overcoming operators’ perceptions of how the new system works. Erich Stuy, Arnhem-based discipline specialist process technology, projects & engineering, explains: “They started up the pre-evaporator with some or no reduction of the reboiler duty. This resulted in a large amount of extra vapor over the top of the column, resulting in even more duty in the existing preheaters. It took some time before they could notice this effect in the column. Because of this leadtime, they thought that the complete effect was already there and increased the steam flow. This always resulted in suddenly a much larger vapor flow.” A brief training session settled the issue.
In another project, the company replaced trays with packing in a column used to separate two components with a very large difference in boiling point. Originally, the top and bottom specifications in the column were controlled by adjusting the reboiler duty to keep the steep temperature jump roughly in the middle of the column.
“This always worked fine with the trays, but did not work anymore when these were replaced by packing. Because of the much lower liquid holdup in the packing, this way of controlling was too slow. We did not fully understand what was happening and decided to measure temperatures on the wall of the column. We found that on a horizontal plane temperature differences of over 50°C could occur. The temperature was going up and down at the same position. Of course, we did not understand what was happening and started simulations,” notes Romme.
These simulations showed that at a certain feed composition and reflux a decrease of only 0.1% in the reflux flow would lead to a temperature jump of more than five meters.
“We were unlucky in that we operated exactly in this region. In a packed column the reflux may vary over the diameter of the column. This resulted in a constant going up and down of the temperature jump. We accepted this and made the area in which we control the temperature jump much higher. Finally, we changed from controlling with reboiler duty to controlling the feed flow to the column. This is much faster,” he adds.
Rushing a project is a more-general issue that often undermines revamps, Stuy warns. He cites the case of a contractor failing to check column alignment because the revamp was running late due to design changes. The column, because it was out of true, wouldn’t work.
“My advice is to take your time, don’t be in a hurry, and don’t neglect the changes you will need to make to your process control, either.”
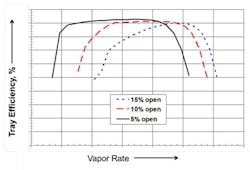
Figure 2. Amount of open area markedly affects sieve tray efficiency. Source: Fractionation Research Inc.
Vendor Perspective
Fifty years of revamp experience has given Sulzer Chemtech, Winterthur, Switzerland, many insights about upgrading columns.
The company often favors installing preheaters to minimize reboiler heat duty. “Columns having a strongly undercooled feed, such as those with small reflux ratios, might have a potential for improvement. By preheating the feed with the product from the sump, the product from the top, or via the heating medium, the energy needed in reboiler will decrease,” notes Laurent Zuber, director product and application management, CPI, aromatics, water and general industry.
Heating the feed above its boiling point at the feed point pressure in the column results in a partial evaporation or flash — which, if carefully assessed, can benefit columns with feed points at a low position.
The feed points themselves also deserve scrutiny, because energy demand increases when they are not located at the optimal stage. This is particularly true for towers with rather low reflux ratios and a small number of theoretical stages. “Moving the feed to the right location here can increase column capacity by more than 15%,” emphasizes Zuber.
A revamp to packing from trays might require moving the feed point. Simulation can quantify the additional energy consumption between the optimal and chosen feed locations.
Manipulating operating pressures and temperatures also is crucial to ensure optimum post-revamp efficiency. For example, when a vacuum column equipped with trays is revamped with structured packing, the pressure drop across the column will decrease significantly. Because the sump temperature generally is critical, the original sump pressure will be maintained after the revamp. However, the much lower column pressure drop enables increasing the absolute pressure at the top, resulting in lower vacuum pump costs, higher vapor load and a potentially higher throughput.
“Of course the optimal point is often a combination of all options: increase the pressure at the top, lower pressure at the bottom and increase the throughput,” Zuber adds.
Upgrading column internals — for instance, replacing conventional trays with ones better able to cope with a new service, new purity or new capacity — often can provide significant benefits. For instance, changing from a sieve to a valve with a lateral vapor release can reduce entrainment. This, in turn, allows decreasing the spacing between the trays, creating more space for additional trays and leading to an increased overall separation efficiency of the column.
Reliability and availability also are key considerations when it comes to internals. Here, Zuber cites the example of beer stills used in bio-ethanol purification. Their trays get fouled over time and require cleaning; revamping with anti-fouling trays and adjusting process conditions can increase the time between cleaning to three months from two weeks.
Occasionally, a column is just too small to cope with the new internals. Sometimes, adding a new section is the answer (Figure 1), he notes.
Crucial Data
The key to success lies in understanding the hydraulic performance of a column, stresses Ken McCarley, technical director of Fractionation Research Inc. (FRI), Stillwater, Okla., a non-profit research consortium supported by scores of operating companies, engineering firms and equipment vendors. FRI long has been involved in generating data to help improve correlations and methodologies for the hydraulic rating of trays and packings.
A tray works best near its design point; efficiency depends upon achieving steady mixing between vapor rising to the top of a column and a continuous liquid flowing across a tray to form a uniform froth or bubbling liquid, then through downcomers to the next tray, he explains. Trays operate in the spray regime at lower liquid rates when the mixture on the tray deck consists of liquid dispersed in a higher fraction of vapor. Weeping at low vapor rates results in low efficiency due to liquid enriched in light components seeping through the orifices in the tray deck to mix with heavier components on trays below. “A good tray design ensures that the pressure drop created by rising vapor is greater than that of the liquid head on the tray,” notes McCarley.
A proven tray-rating program will show which flooding mechanisms may impact performance.
For instance, such a program will predict the change in efficiency of a sieve tray as a function of vapor rate (Figure 2). “Increasing open area improves capacity, but performance is lost at lower vapor rates. The trade-off between capacity and efficiency becomes more pronounced as the open area is increased above 10%. In practice, all of the mechanisms (i.e., weeping, loss of downcomer seal, entrainment, flooding, etc.) that limit performance are investigated and predicted using a modern hydraulic rating program,” adds Tony Cai, assistant technical director of FRI.
Industry experience and the advancement of hydraulic rating programs have resulted in many improvements in distillation column internals and insights on improved downcomer designs, McCarley stresses.
Mass transfer and hydraulic studies also have enhanced applications that use structured and random packings while recent studies by FRI have brought focus on the improvement of overall column performance through liquid distributor design.
“Simplicity of concept, reliability and competitive cost keep distillation as the separation process of choice. In fact, one of the largest plants that we visited recently indicated that they have over 1,000 columns in service. Due to their universal application, work is always in progress to troubleshoot, revamp and design new columns,” he adds.
