Continuous Vacuum Filtration Enhances Zinc Oxide Process
To develop an optimized filtration process for a zinc oxide product, Madison Industries and BHS-Sonthofen Inc. worked together on laboratory and field pilot testing. Engineers from both firms showed creativity and “outside-the-box” thinking in looking at the process from new vantage points in their quest to find a better option than the installed batch filter press. This led to the selection of continuous vacuum filtration as the best option among BHS’s full range of equipment. The continuous filter, which was installed in 2016, provides maximum filtration efficiency and improves product quality while increasing yield and reducing operating and maintenance costs.
Some Background
Established in 1962, Old Bridge Chemicals, Madison Industries and Madison Chemicals, all based in Old Bridge, N.J., are major suppliers of copper and zinc compounds such as copper sulfate, copper carbonate, zinc sulfate, zinc chloride, zinc orthophosphate and phosphoric acid as well as other chemical products containing copper and zinc. Applications include animal feed, water treatment, dairy farming, food and pharmaceutical processing, and pool and wood preservative chemicals, among others.
BHS-Sonthofen Inc., Charlotte, N.C., is a wholly owned subsidiary of BHS-Sonthofen GmbH, a 400-year-old family-owned company with over 350 employees and subsidiaries worldwide. Its filtration division has more than 60 years of experience with patented technologies for pressure and vacuum filtration, from high solids slurries to clarification applications in batch and continuous operations.
The Madison facility was using a plate-and-frame filter press to filter a zinc oxide slurry made from a mix of various zinc feedstocks. The solids are mixed with water to form a slurry of 20% solids and then filtered. The cake is bagged in 2,000-lb totes, moved to another area of the plant and reslurried in sulfuric acid for further processing.
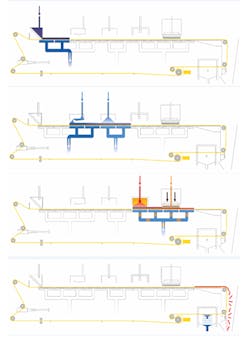
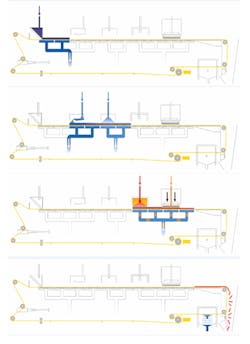
Figure 1. Technology, based on fixed vacuum trays, features step-wise movement of filter media.
Madison’s objectives were to expand production and replace the present labor-intensive process with a continuous operation.
Crucial Tests
BHS process engineers began laboratory evaluation of the process. Madison was open to all ideas and formed a team to brainstorm different approaches.
Laboratory testing was done on the BHS pocket leaf filter. The tests were used to evaluate:
1. filter media for good solids retention for visually clear filtrate;
2. filtration flux rate versus cake thickness;
3. wash ratio with respect to cake salt content by measuring % chlorides and conductivity; and
4. cake moisture versus drying time.
BHS conducted several weeks of testing and evaluated both pressure and vacuum filtration based upon the specific characteristics of the solids and slurries. Creativity is the key in these tests to ensure evaluation of all relevant filtration technologies.
The testing led to the following observations:
• Filtrate clarity: The most-appropriate filter cloth is a double-weave 12-micron polypropylene.
• Filtration rate: Vacuum filtration produced the maximum filtration flux rate at a cake thickness of 6 mm.
• Cake washing: Maximum displacement washing was achieved with wash ratios of 2.6:1.
• Cake moisture: Although not a critical parameter because the cake is reslurried, cake moisture is approximately 35%.
Madison agreed with the recommendation of BHS process engineers that continuous-indexing vacuum filtration was the optimum option.
The BHS continuous-indexing vacuum belt filter provides for vacuum filtration, cake washing, pressing and drying of high solids slurries. The technology is based upon fixed vacuum trays, a continuously feeding slurry system and indexing or step-wise movement of the filter media (Figure 1). In practical terms, the belt filter operates similarly to a series of Buchner funnels.
At each indexed belt position, washing and drying efficiencies are maximized with the stopped belt and the mechanism of plug flow for gases and liquids. Cake pressing and squeezing further enhance drying. Finally, the fixed trays allow for the mother liquor and the wash filtrates to be recovered individually and recirculated/recovered/reused for a more efficient operation. The design also can integrate steaming as well as counter-current washing.
To further evaluate this option, testing continued using a larger (0.6 m2) pilot belt filter. These trials achieved the washing results with a lower wash ratio (1.35:1) than in the previous testing and produced higher quality product, one with a residual chloride concentration of less than 0.11%.

Figure 2. This continuous vacuum belt filter with 9.0-m2 filter area was installed in 2016.
Scale-Up And Integration
Madison and BHS process engineers analyzed all the data and included a degree of flexibility required for potential process changes. They selected a BHS model BF 150-060 continuous-indexing vacuum belt filter with 9.0 m² of filter area. The unit has an active width of 1.5 m and an active length of 6 m along with six processing zones (three for filtration, two for cake washing and one for vacuum drying).
The BF 150-060 has an integrated discharge chute with all wetted parts made of polypropylene. The liquid ring vacuum pump is Type-316L stainless steel with mechanical seals, while the vacuum receiver is polypropylene with an air-operated diaphragm pump. The entire process package is controlled by an Allen-Bradley CompactLogix programmable logic controller (PLC) from Rockwell Automation and a 15-in. human/machine interface.
The final project challenge was to integrate the vacuum belt filter with the upstream feed system and downstream solids-handling equipment. BHS designed and supplied a validated PLC system.
The factory acceptance testing looked at both mechanical and PLC operation. Madison and BHS developed specific documents, including the general arrangement drawings, process and instrumentation diagrams, data sheets and functional description specification and software of the PLC control system.
Madison and BHS developed additional documents for the site acceptance test and commissioning. These included alarm configuration verification, equipment interlocks, emergency stops, process sequences, main operational sequences and other system checks and communication protocols.
A Successful Switch
Madison and BHS installed the vacuum belt filter in 2016. The unit (Figure 2) has met all product quality specifications. Madison has realized a 50% savings in wash liquids per batch as well as a reduction in labor and operating costs because the vacuum belt filter operation is fully automatic. Since the installation, Madison has optimized the operation, improving yields and minimizing costs.
The Madison and BHS collaboration illustrates a successful relationship between client and technology supplier. The BHS approach of lab and pilot testing, coupled with idea-generation, fosters identifying the optimal option for critical and difficult solid/liquid separations.
KEVIN HILDRETH is facility manager for Madison Industries – Old Bridge Chemicals in Old Bridge, N.J. BARRY A. PERLMUTTER is president of BHS-Sonthofen Inc., Charlotte, N.C. Email them at [email protected] and [email protected].