Process Puzzler: Avert Dryer Difficulties
This Month’s Puzzler
We use a conveyor belt dryer for drying our slurry to a fine powder that then falls through a chute to a bagger below (See figure). The product goes into either super sacks or 40-lb paper bags.
The problem is clumping; it is less of an issue in the winter, when static electricity is a problem, but always an issue in the summer. We’ve tried increasing the vacuum for the second conveyor and the air temperature for the first conveyor but, inevitably, we wind up slowing down the first conveyor as much as possible; it’s on a variable frequency drive (VFD), which helps in the winter but less so in the summer. The second belt also is on a VFD.
We installed bangers on the product bin to break up clumps and a vibrating sifter that shakes out usable product that then is fed to the baggers; oversize material from the shaker goes to a recycle system. Dust is a real problem at the baggers with combustible Class-G dust collecting around our sifter and the baggers below.
Other problems include terrible corrosion of the carbon steel frame in the first section and moisture in the product bins below that feed the baggers. Besides the performance issues, operators are complaining about being too cold in the winter and about the humidity in the summer.
I’m at my wits end. What can be done to reduce waste in this system?
Supply Dry Air
Consider the issues of moisture content in air to the conveyor, corrosion and static in winter:
1. Use a psychrometric chart to get the dewpoint of air to the dryer, and its dry-bulb temperature to get the relative humidity (RH), which is the driving force for removing moisture from the slurry on the conveyor belt. The higher the RH, the lower the driving force for removing moisture is. Because hot air apparently is not removing slurry moisture adequately, it is possible that air to the conveyor may have high humidity to start with. It is not clear from the drawing as to how close the air (air intake to the Blower 1) is from the discharge of Blower 2 and vent. Air intake close to Blower 2 and vent will end up recycling wet humid air to the Blower 1 intake, which, in turn, will impede moisture removal from the slurry. Make sure Blower 1 intake is sufficiently away from Blower 2 and vent to minimize potential recirculation of wet air from Blower 2 and vent.
2. To supply dry air, there are several approaches:
• If feasible, a condenser on Blower 2 discharge and vent will remove moisture and help reduce wet air from entering Blower 1.
• A condenser for the room air entering Blower 1; a 25-psig steam heater will remove moisture and help improve the driving force for getting rid of moisture from the slurry.
• If you have spare instrument air supply (typical dewpoint -40°F), pipe it up to Blower 1. If not, consider an air compressor, intercoolers, and air dryer to supply dry air — preferably -40°F dewpoint.
3. Look at the slurry entering the conveyor. See if you can lower its moisture content.
4. Corrosion of carbon steel is caused by prolonged contact with moist/wet air. Protecting the exposed parts of the conveyor with paint is an option. Paint vendors can help in selecting optimum paint type and coating requirements.
5. Dry air causes static in winter. Possible fixes include:
• better housekeeping — sweeping dust from the floor;
• mopping the floor (a wet floor will help reduce static buildup); and
• providing grounding at relevant locations.
GC Shah, consultant,
Houston
Get Rid Of The Moisture
How you deal with vapor during a drying operation can decide whether you are successful or not. Clearly, you have a problem separating the steam from the powder. All the problems mentioned lead back to this issue. The first indication you were in trouble is that you went after the symptoms (e.g., via bangers on the product bins) not the cause of the problem.
Let’s consider these options to reduce downtime:
1. Are you running above capacity? Find out the capacity of the blowers, belts, etc., so you can estimate the maximum capacity of the process. My bet is that you are operating above maximum.
2. Now that you’ve collected data, consider adding dryers to the intakes of Blowers 1 and 3. Drive the wet bulb temperature below 0°F if you can. Then, add a heat exchanger to Blower 3 if it won’t affect product quality.
3. Increase the size of Blower 1 to accommodate a higher air flow. This probably won’t work for Blower 3 because of the risk of lifting some of the dust.
4. Look for tramp air in your system. It’s always there but tighter seals can make a world of difference.
5. Increase the steam flow to the ejector.
6. Dehumidify the room.
Once you have the moisture under control, you’ll introduce a new problem you didn’t have before: dust. It is critical to address this, especially in the winter when static electricity is high.
Because clumps of wet product didn’t pose as serious a fire risk as dust, you now must do some crucial work. Start by determining the velocity needed to lift the dust; vendors can help if you send a dust sample. Next, look at the area of the intakes. Then, with velocity and area, you can determine the volume flow needed by the dust collection blowers.
With the process in control, this would be a good time to tune it. Look at dispersion in the weir feeding the first belt. Is slurry dispersed evenly over the belt? Is there foaming? Lumps? You’ll also want to see if distribution is even over the second belt. You may find you must replace some equipment once you optimize the weir distributor, guides, belt membrane and sprays.
By reducing moisture, the rappers on the product bins will be needed less often and will be more effective in handling the buildup. It would be a good idea to clean the bins thoroughly to remove past clots caused by moisture buildup.
Your work in optimization only really begins once you address these basic problems.
Dirk Willard, consultant,
Wooster, Ohio
September’s Puzzler
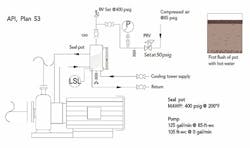
Our pumps use API Plan 53 for sealing. We’re having problems with our seal pots: high consumption of very expensive oil, and contamination of the oil in the pot (see Figure 1).
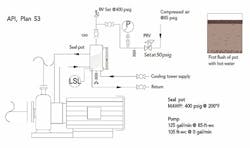
Figure 1. High oil consumption as well as contamination afflict operation.
Our young inspector brought this to my attention. He wants to bring in the pump salesperson but I doubt that person has the technical expertise we need. I can’t get any help at all from the company that sold us the seal pot or the seals; the salesman familiar with our product suggested a steam seal but that’s not our corporate policy. We have trouble maintaining pressure at our air compressors, especially with the use of pneumatic pumps all over the plant. I have seen the psi at the air tank drop to the low 70s; the tank is located 500-ft away from the seal pot. I want to send the sample to a laboratory for analysis because I think it’s the seal.
The inspector wants to test the cooling water coil. He thinks it might be leaking into the seal pot. The water is from a cooling tower.
What is the cause of the high consumption of oil? Is there any solution besides continuing to go through $10/gal oil? Are there any tests we should run?
Send us your comments, suggestions or solutions for this question by August 12, 2022. We’ll include as many of them as possible in the September 2022 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.