
As engineers work their way through a tedious process hazard analysis, an often-raised question is: "Does this line [i.e., pipe] need a pressure relief valve [PRV] for thermal expansion/overpressure protection?"
Faced with the voluminous requirements and convoluted arrangement of the American Society of Mechanical Engineers (ASME) codes, as well as unfamiliar or often misunderstood requirements of the governing jurisdiction (e.g., the state), most engineers act conservatively by installing one. However, overzealous use of PRVs can cut needlessly into capital budgets and, more importantly, the valves’ associated periodic testing requirements can become ongoing nuisances and costs.
Although ASME pressure vessels generally require PRVs, the ASME B31.3 Process Piping Code does not mandate PRV installations in a piping system in all situations. In addition, PRVs are not mandated by most state laws.
However, the expansion of a trapped liquid resulting from a temperature increase can translate into high pressures and sometimes equipment damage. This can be attributed to the relative incompressibility of the liquid and the relative rigidity of the pipe and is of concern only when a system is full of liquid, isolated and heated.
Although both the ASME Section VIII Boiler and Pressure Vessel Code and the ASME B31.3 Process Piping Code require the designer to consider all overpressurization scenarios, including thermal relief, no specific discussion or formulas are provided because those parts of the code are performance based.3 Moreover, the codes direct the user to American Petroleum Institute (API) Recommended Practice (RP) 520 and RP 521, which do not cover the subject in sufficient detail.
PRV requirements
The ASME Section VIII Boiler and Pressure Vessel Code leaves very little room for the omission of a PRV, other than ASME Code Case 2211. However, the ASME B31.3 Process Piping Code does not require piping systems to have a pressure-relieving device as long as the system is designed to withstand the highest developed pressure. For many piping systems, the highest developed pressure (maximum expected pressure) is determined easily by examining the pump shut-off head.
When determining whether or not a piping system requires a PRV, the engineer must compare the highest developed pressure to the weakest component in the system. If the weakest component can withstand the highest developed pressure, a PRV is not required. An often overlooked exception to this is the occasional variance clause in ASME B31.3, which allows a system to be overpressurized occasionally by 120 percent of design pressure, not to exceed 500 hours per year (hr/yr) (no more than 50 hours at a time), and 133 percent of design pressure, not to exceed 100 hr/yr (no more than 10 hours at a time), under certain conditions. As a general rule, when a system is designed to have flanges, the flange ratings often are the weakest component. When a system does not include flanges, a block valve or a process instrument often is the weakest component.
Determining the "weakest" component
For a 150-pound (lb)-class flanged system, an ASME SA-105 carbon-steel flange is rated for 285 pounds per square inch gauge (psig) up to 100°F, and derates linearly with temperature to 260 psig at 200°F. A properly torqued flange will not deform, but usually will leak or "blow a gasket" when overpressurized. This should occur at approximately 500 psig. Overpressurization resulting from thermal expansion can occur easily at this pressure.
On a nonflanged system, when piping is joined through either welding or threading, the weakest component often is a block valve or a process instrument. Usually, the pipe itself can withstand many thousand of pounds of pressure. The required pipe wall thickness can be calculated using Equation 1:
(1) t = PD/2(SE - PY) or P = 2SEt/D + 2Yt
where:
P = maximum allowable internal pressure of the pipe (psig).
t = pipe wall thickness (inches [in.]).
S = maximum allowable stress per code (psi).
E = pipe joint efficiency (dimensionless).
D = outside diameter of the pipe (in.).
Y = factor = 0.4 for pipe less than 900°F.
For 2-in. carbon-steel pipe (Schedule 40 SA-53, Grade B electric-resistance-welded [ERW]), the maximum design pressure (P) can be calculated by:
(2)
Equation 2 accounts for 12.5 percent of mill under-run, an Ej (joint efficiency) of 0.85 for ERW (nonseamless) pipe, a corrosion allowance of 1/16 in., and 20 percent overpressurization resulting from occasional variance. Because trapped fluids usually are associated with batch or transfer systems, which operate a lower velocities, a corrosion/erosion allowance of 1/32 in. generally is appropriate. Therefore: P = 1,850 psig, which accounts for a 1/32-in. corrosion allowance. For 2-in. stainless-steel pipe (Schedule 40S SA-312, Grade 304L ERW) with no corrosion allowance, P = 2,860 psig.
This usually dictates that some other component must determine the system’s design pressure, including:
Block valves. A 1,000-lb.-rated threaded-end ball valve has a maximum working pressure of 1,000 psig up to 100°F and derates with temperature primarily because of its elastomeric seat material. However, small nonflanged valves can be procured at higher ratings (e.g., 2,000 psig).
Instrumentation. Usually only instruments with bellows, diaphragms or other thin metallic parts need be considered during system design pressure determination. Generally, pressure gauges have burst pressures greater than 2,000 psig, although needle damage will occur at lower pressures. On the other hand, a temperature switch with a small dead-band can have a pressure rating of only 100 psig.
Fittings. Forged elbows, couplings and other fittings manufactured to ASME B16.11 for piping systems are specified at an ASME Class 2000 minimum and will not be the weakest component.
Overpressurization scenarios
High-heat-flux systems. API RP 520 and 521 standards discuss in detail 16 bases for overpressurization for pressure vessels and storage tanks. Although they are written for process equipment, some of the concepts can be applied to piping systems.
Thermal expansion of a trapped liquid is discussed only briefly in API RP 520 and 521. The standards are written mainly for equipment such as heat exchangers, which have large heat fluxes, but their concepts can be extended to similar high-heat-flux piping systems such as steam-traced lines, jacketed pipe and immersed cooling coils. API RP 520 suggests using the following formula to determine relieving capacity in gallons per minute (gpm):
(3)
where:
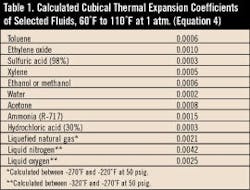
B = cubical expansion coefficient per degree Fahrenheit for the trapped liquid (°F-1).
H = heat transfer rate or flux (British thermal units [Btus]/hr).
G = specific gravity of the liquid (dimensionless).
C = specific heat of the trapped fluid (Btus/lb°F).
Cubical expansion coefficients are easy to determine, for any chemical, as long as the density of the fluid is known at the initial and final temperature. The thermal expansion coefficient (B) can be calculated by:
(4)
where:
Bavg = average cubical expansion coefficient.
n2 = specific volume of the liquid at t2.
n1 = specific volume of the liquid at t1.
t2 = final fluid temperature.
t1 = initial fluid temperature.
Therefore, for water heated from 60°F to 110°F:
B = 0.00017°F-1
Other useful coefficients are provided in Table 1.
For high-heat-flux systems, the decision is not whether a PRV should be installed, but what size the PRV should be. A ¾-in. x 1-in. PRV should handle any trapped fluid with a vapor pressure that remains below the PRV’s set pressure (i.e., the fluid does not flash).
However, if the temperature of the heat source is above the boiling point of the trapped fluid at the PRV’s set pressure, vaporization will prevail. An energy balance across the trapped fluid’s boundary will determine the necessary relieving rate. The PRV should be sized by:
(5)
where:
Wcold = PRV’s relieving rate in lb/hr.
Qhot = heat input by the hot fluid in Btus/hr.
DHvcold = heat of vaporization of the cold fluid in Btus/lb at the PRV’s set pressure.
Therefore, a Tubular Exchanger Manufacturers Association (TEMA) 28-240 heat exchanger with a rated duty of 10 x 106 Btus/hr, trapped water on the cold side, a PRV set at 150 psig and a hot-side temperature of at least 365°F would generate:
(6)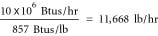
Therefore, a 2J3 or a 3K4 PRV would be selected. Slight variations exist in the nozzle sizes of PRVs offered by various manufacturers. A word of caution: As the relieving fluid flashes from liquid to steam through the nozzle, two-phase flow will occur. Simple sizing of the nozzle for single-phase flow might provide erroneous results, so the engineer should investigate sizing methodologies to handle this scenario, such as those covered in API RP 520.
Low-heat-flux systems.Overpressurization of low-heat-flux systems (e.g., from solar heating) is much harder to calculate accurately. Even API RP 520 and 521 suggest Equation 3 does not apply. Factors affecting the calculation include:
Seat leakage. A block valve’s seat can leak, and such leakage is allowed by ASME standards.9 This leakage curtails the rise in pressure.
Shading effects. Piping can be exposed to any combination of light, which makes it difficult to determine actual heat flux.
Nonisothermal fluids. Viscous fluids (1,000 centipoise) such as polymers generally do not conduct heat very well, so heating and expansion of the fluid are dampened. Also, polymers have a complex molecular geometry; therefore, they might compress better than a simple molecule.
Piping layout. A piping system usually has high points that will prevent the system from filling completely with liquid or long instrument sensing lines that entrap gases such as air or nitrogen. This small vapor space will act as a pressure absorber, reducing ultimate pressure.
Administrative procedures. Based on the sequence in which block valves are closed, fluids can drain partially from the system, creating a small vapor space.
Protection by design. Piping systems designed with heavy-rated components withstand higher pressures.
For piping systems in which isothermal conditions can be assumed and having a layout that does not lend itself to trapping noncondensables, a quick rule-of-thumb has been suggested that is based on the ratio of the fluid’s thermal expansion coefficient and its liquid compressibility. For water, the value determined through the following equation would be used to determine pressure rise:
(7)
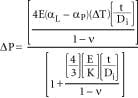
where:
E = modulus of elasticity of pipe (psi).
K = bulk modulus of liquid (psi) = 1/ß.
n = Poisson’s Ratio (dimensionless).
aL = linear thermal expansion coefficient of liquid (in./in./°F) equal to 1/3 the cubical thermal expansion coefficient (B).
aP = cubical thermal expansion coefficient of pipe (in./in./°F) equal to 1/3 the cubical thermal expansion coefficient (B).
t = wall thickness of pipe (in.).
Di = inside diameter of pipe (in.).
T = temperature rise of the trapped liquid (°F).
P = pressure rise of the trapped liquid resulting from T rise (psig).
Equation 8 considers the elasticity of the pipe, but assumes isothermal fluid temperature. Other methods for protecting low-heat-flux systems from thermal expansion involve the use of hydropads or compensators.14 However, these devices can be much more expensive than PRVs and have their own periodic testing requirements. They offer an advantage primarily in situations in which a discharge collection system such as a scrubber or a flare is not available.
Compressibility of liquids
Although a fluid’s thermal expansion has a stronger influence in determining ultimate pressure than does a fluid’s ability to compress, Equation 8 shows that the ultimate pressure is indeed a function of the pipe’s elasticity and the fluid’s compressibility (or elasticity). Because liquid molecules are spatially farther apart than the molecules in solid matter, a liquid’s compressibility (or lack of) plays a bigger role than the pipe’s elasticity in determining the final pressure.
Analyses show that for 2-in. Schedule 40 carbon-steel or stainless-steel pipe, trapped water will reach an ultimate pressure of 1,200 psig with only a 30°F temperature rise or 40 psi/°F, not the 50 psi/°F suggested by Equation 7. Typical compressibility values are given in Table 2.
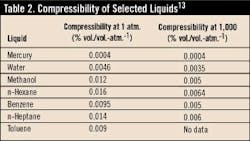
Table 2 shows a strong correlation between the relative compressibility of the liquid and the molecule’s geometry. It stands to reason that the lowest compressibility values in Table 2 are for elemental mercury and water. Straight-chain molecules appear to be much more compressible than aromatic compounds of similar molecular weight and composition. Therefore, one could draw the conclusion that long-chain polymers compress very well under pressure, although no data were collected to support this theory. A word of caution: Liquid compressibility varies over a wide range, and no substitute can replace experimental data.
Conclusion
The engineer should be overly cautious when making PRV determinations in situations in which the handled fluid potentially could impact human health, cause severe environmental consequences or bring about a large economic impact. Furthermore, caution should be used with systems having a design that cannot be compared to similar piping systems.
Overpressurization resulting from thermal expansion is unlikely to happen in a system with a high design pressure or in pipe runs under 100 feet. However, for low- to moderate-pressure systems located outside in direct sunlight, with pipe runs greater than 100 feet and operating as a batch system (often isolated), engineers should provide PRVs in piping systems if the fluid has a low boiling point (i.e., is cryogenic), regardless of pipe length; is a hazardous fluid; or is part of a large-volume system.
The most accurate formula takes into account the thermal expansion of the pipe and the relative compressibility of the fluid. However, the value of operating experience far outweighs that of quantitative analysis. Thermal relief of high-heat-flux systems should be sized based on vaporization of the trapped fluid, not on expansion. A simple energy balance around the trapped fluid will determine the vapor generation rate and, therefore, the appropriate PRV size, although the effect of two-phase flow should be considered.
References
1. ASME B31.3, Process Piping, 1999, p. 11.
2. Woods and Baguley. Practical Guide to B31.3, 5th Ed., p. 7.
3. ASME B31.3, Process Piping, Appendix F, 1999.
4. API RP 520, Part 1, "Sizing, Selection, and Installation of Pressure-Relieving Devices in Refineries," 2000.
5. API RP 521, "Guide for Pressure-Relieving and Depressuring Systems," 1997.
6. ASME B31.3, Process Piping, 1999, p. 13
7. ASME B16.5, Pipe Flanges and Flange Fittings, 1996.
8. United Electric. Process Measurement and Contol,D Version, p. 19.
9. ASME B16.34, "Valves ¾ Flanged, Threaded, and Welding End," 1996.
10. Wong. "Safer Relief Valve Sizing," Chemical Engineering, May 1989, p. 137.
11. Bravo and Beatty. "Decide Whether To Use Thermal-Relief Valves," Chemical Engineering Progress,December 1993, p.35.
12. Brahmbhatt. "Are Liquid Thermal-Relief Valves Needed?" Chemical Engineering,May 14, 1984, p. 69.
13. Copenhaver, Coppari and Rochelle. "Forestall Pipe Burst," Chemical Engineering,January 2001, p. 84.
14. Boteler. "Save Pipes from Bursting with a Compensator," Chemical Engineering,December 1998, p. 98.
Eskridge is technology manager -- mechanical/metallurgy with Worley. He also serves as chairman of ASME B31.3 Process Piping Code. He can be reached at [email protected].