
Fierce global competition over fossil fuels is driving the process industries to rethink the way their businesses will operate in the future. U.S. manufacturers will have to develop strategies to conserve energy.
The Energy Information Administration reported in 2005 that the process industries accounted for about 80% of the total energy consumed in the U.S. industrial sector. This percentage is similar to one presented in a 1991 report by the Department of Energy. Sixty-four percent of the energy consumed in a process plant today is used by electric motors; energy is the second largest expense after feedstock. In the very near future, energy conservation will have more of an effect on economic success than in the past. Your operation could well depend on how successful you are at reducing energy consumption. (For more details on energy management, see the Energy Saver column.)
By integrating smart motor control centers (MCCs) that will monitor energy consumption a plant can remove wasteful energy expenditure, prevent unplanned downtime, and improve overall operational efficiency. Recent tax code amendments make these improvements inviting.
A closer look
Distributed control systems (DCSs) were designed to provide regulatory control. They were based on proprietary components such as operating systems, networks, hardware and configuration tools. In a typical DCS, communication was slow and methodical, carried out within a circumscribed system boundary using discrete and analog signals. Programmable Logic Controllers (PLCs) were designed for high-speed control of discrete devices like motors, pumps, and drives.
In the traditional process plant, PLCs managed the electrical infrastructure such as motors, drives and MCCs, while regulatory control was left to the DCS. Only critical motor performance data was passed along to the plant’s DCS because of the cost of field wiring. It was virtually impossible to determine the energy consumption for individual processes within a business unit. Plants were limited in their ability to schedule partial shutdowns to improve energy efficiency or reduce energy consumption during peak demand.
Today, a new class of DCS has emerged that can integrate and control high-speed discrete devices like MCCs, drives, soft starters, breakers and power metering devices. These new DCS’ enable dynamic monitoring of motor performance, offering the potential for a leap forward in improving energy management and operational efficiency.
Motor operations
The integration of motor management data directly into the DCS allows the device to communicate its operational condition and status. This can be used for real-time monitoring of motors to detect motor problems before they occur. Maintenance is no longer reactive. Predictive and preventative measures can now be performed to prevent motor failure and damage, allowing plant operators to extend the life of their motors. Because motors consume the majority of the energy in the plant, monitoring the operating condition is an essential aspect of any energy conservation and maintenance program.
Up to 40% of a plant budget goes to maintenance. As much as 60% of scheduled maintenance checks on valves and motors prove unnecessary. The largest cost associated with this support is maintenance labor, which is wasted on false alarms. A secondary cost, often unnoticed, is fatigue and having these people unavailable when you need them. Monitoring motor operations can help plant management develop an effective predictive and preventative maintenance program focused on maximizing operational efficiency.
Motor efficiency
Over the past two decades, significant improvements have been made to increase motor efficiencies above industry averages. Electric motors consume 10 to 25 times their purchase price in electricity each year, so even a 1% increase in motor efficiency can mean thousands of dollars worth of savings in the operation of the motor. Premium efficiency motors cost a little more because of the superior material that goes into them, but the higher cost typically can be recovered in 12 months or less. Implementing a plant-wide replacement strategy — as motors burn out — can significantly reduce your electrical bill over time.
Variable frequency drives (VFDs) are a popular approach for matching electrical draw to actual need. VFDs are often superior to the traditional choice: a fixed-speed motor plus regulatory control valve. By regulating the speed of a drive to directly control flow rate, a 50% energy reduction can often be achieved in fluid flow control applications.
The motor control center
Motor control systems have a prominent role in industrial processes. These systems are often housed in an MCC that contains a comprehensive array of control and monitoring devices. Advances in technology and decreased cost of electronic devices have led to a boom in the inclusion of various controls and monitoring devices into the MCC. These devices, like relays, VFDs, and soft starters, are capable of providing a wealth of data back to the control system regarding the condition of the motor. This information can be presented in the DCS in a clear and easy-to-read format that can be used to increase productivity, minimize downtime and energy consumption, and improve personnel safety. Figure 1 shows the network view of a typical smart MCC. Each combination motor control unit is called a motor bucket. A bucket is an integral part of an MCC.
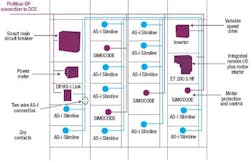
Figure 1. Fieldbuses such as PROFIBUS and the actuator sensor interface (ASI) are the backbone of the smart MCC.
{pb}In a conventional installation, increasing a motor size means moving to a larger bucket. Besides requiring larger cables, this means the physical components inside the bucket could get substantially bigger. More horsepower means more current, which means a larger contactor and breaker. This is where the similarity between the conventional bucket and intelligent bucket ends.
In the current bucket design, an electrical overload switch and a combination of relays control the power to the motor via a contactor. The relays are usually controlled by the outputs from the PLC, and the feedback is provided via auxiliary contacts to the digital inputs on the PLC. Given the limits of space inside a bucket, this design allows limited capacity for monitoring motor performance.
Making MCCs “smart”
An intelligent motor management system can be added to the motor bucket to make it ”smart.” For instance, SIMOCODE from Siemens boasts motor protection relay controls and protects the motor and acts as an overload switch.
The relay has a built-in current and potential transformer, allowing measurement of line current and voltage. It is capable of sending all information on the motor's operating condition directly to a DCS via a digital fieldbus, such as PROFIBUS. The advantage of using fieldbus versus hardwiring of the signals is that it enables all the data about the motor operation to be transferred into the DCS in a cost-effective manner. For example, a single cable (fieldbus) can be used to transfer data that would have required six to 12 separate wire pairs per conventional MCC.
Information on motors can be communicated via the PLC directly to the DCS or throughout a data network. With this transfer possible, plants will have the capacity to collate these data with production data for analysis and future improvements in reliability and energy consumption.
Power monitors can simultaneously record power consumption and power quality data. This will allow detection of many power quality problems such as voltage sags/swells, harmonics, fast impulses, sub-cycle impulses, and neutral to ground high frequency noise. Knowing when and how these quality problems occur, and how they relate on a timeline with production data, can help you eliminate motor problems. First, it is important to understand how these factors affect reliability.
Motor reliability and performance
The five most important factors that affect the motor performance in any process control system are:
- Power quality;
- Motor operation;
- Motor condition;
- Load and power consideration; and
- Operating efficiency.
Monitoring the quality of the incoming power is very important for maximizing the lifespan of the motor and for ensuring that it continues to operate efficiently. Some examples include:
- Monitoring voltage fluctuations to limit degradation in motor winding;
- Ensuring that maximum voltage isn’t exceeded to avoid iron saturation; and
- Avoiding voltage drops.
Voltage inconsistencies can be caused by harmonics introduced VFDs that are being used within the plant or in nearby facilities. A small amount of voltage distortion causes a large current distortion, which in turn will lead to excessive motor currents and the potential for damage to the windings. Excess voltage applied to the motor causes it to waste energy and operate inefficiently; in this state, iron saturation will occur as the coil will take no more current. The long-term effects of iron saturation are degraded (overheated) insulation winding and motor efficiency. Drops in voltage have a similar effect as current rises to maintain the same power draw as before. Data logged in the DCS can help operators identify these situations.
A DCS that can monitor, log and notify operations when conditions require attention can be used to improve the overall efficiency and performance of the motor. To do predictive maintenance on the motor, it is necessary to be able to measure all of the line currents in the motor. Since the heat in each motor winding is a function of the amount of current that flows through it, the motor’s potential weakest point is contained in the phase with the largest current.
Motors typically draw six to 10 times their rated current when they are started. A high current causes the windings to heat up, eventually leading to degradation. It’s necessary to limit the number of motor starts. An effective predictive maintenance strategy will ensure that the number of hot starts is limited to protect the motor winding.
A smart MCC allows trending and alarms for detecting this problem. In Figure 2, the large amplitude spikes indicate when the motor was started. The area on the motor trend marked by the red lines shows a 25% jump in motor consumption. This increase is either an unusual process condition or a problem with the motor.
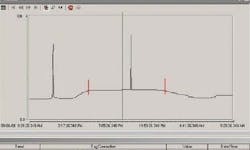
Figure 2. Motor trend data can be archived in a DCS permitting evaluation of starting characteristics and other behaviors and how they relate to production.
Load, percentage of load, horsepower demand, kilowatt usage, and power factor also are important factors related to a motor's long-term performance. Significant load fluctuations might indicate a potential process-related problem.
Motors are optimized to be run most efficiently at a specific load condition; operating the motor above or below that point causes it to run less efficiently. Motors asked to operate above their nameplate horsepower ratings will suffer high torque demands that can damage their rotors. By monitoring the power factor and other parameters problems such as this can be avoided (Figure 3).

Figure 3. A smart MCC allows the operator to view critical data on a motor from a DCS faceplate.
Motors are often oversized or undersized during design or from post-commissioning modifications of a process. These conditions can be monitored with a smart MCC. Oversized motors have higher initial costs and are typically more costly to repair and operate. Undersized motors perform poorly and suffer from higher energy losses, which can lead to premature failure. Improperly sized motors are less efficient and, therefore, are more costly to operate.
Benefits of integration
The two most tangible benefits of integrating your motor data into your control system have already been described, i.e., improved reliability and the capability of reducing electrical costs. There are other, perhaps less tangible, advantages:
- Faster access for maintenance;
- Quicker detection of faults for scheduled service;
- Lower installation cost;
- More reliable communication; and
- Safer maintenance.
Engineers can access the parameters of the individual motors directly from an engineering station in a central location. They can modify operating parameters, analyze performance, and reset faults from the control room. Asset management software, such as SIMATIC PCS 7 from Siemens, allows parameterization and diagnostics information to be accessed at the DCS, reducing the risk to maintenance personnel from entering an MCC (see Figure 4).
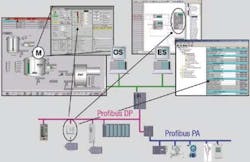
Figure 4. Central access to all devices improves process visibility and helps you create an effective maintenance program.
Implementation of an effective predictive maintenance program is critical to avoiding unscheduled downtime. An estimated more than $20 billion is lost annually due to unplanned downtime, with 38% caused by preventable equipment failure. With a smart motor starter any unusual condition, like phase unbalance or loss and excessive current draw, is reported in the DCS. This allows the operator and/or maintenance personnel to take corrective action by quickly identifying the cause and location of faults.
Using a digital fieldbus like PROFIBUS, motor buckets can be connected to the DCS using a single or redundant cable that is daisy-chained between motor buckets. This allows tremendous reduction in the cost of field wiring, terminations, and PLC hardware. Based on actual project implementation data, reductions in engineering, installation, and maintenance costs by 30% or more aren’t uncommon.
Another benefit of smart controls is that communication is robust. Fault-tolerant communication architectures can be designed to ensure a high degree of availability of the communication between the DCS and MCC. Different physical media, such as copper or fiber, can be used to connect the digital fieldbus. For example, a fault-tolerant, redundant, fiber-optic PROFIBUS ring can be used between the DCS and MCCs that are positioned in remote locations.
Every time a motor bucket is disconnected from the control system for repairs or maintenance, the change in status of the motor bucket is logged in the DCS. The operator initiating the request can write comments in the operator request area or alarm comment field to inform other operators and maintenance personnel. There’s always a central place for operators to look for this information, thereby reducing confusion and improving safety.
Smart MCCs enable the power consumption of different parts of the plants to be collected within the DCS. This information can be displayed for the operator to monitor the KWh consumption of the manufacturing process alongside other key process parameters. The information can be further passed into an historian or elsewhere in the system for reporting purposes.
Doing it smart
During the initial design and engineering phase, invest in technologies that will enable the optimization to be performed in the later stages. This will include the installation of premium efficiency motors and integrated power monitoring and switching systems. Pre-engineered libraries of software function blocks allow easy integration of power control devices in the DCS.
The most significant gains in energy efficiency are seen during the operation and maintenance phase. An inefficient motor can be identified from the DCS. Another benefit is that operators and processes can be evaluated for their energy efficiency. Best practices can be communicated to other operators and within other units. Energy conservation can be incorporated in decisions of which products can and should be produced on which production lines.
Technology, such as the smart MCCs, is expanding the capabilities of process control. Now, it’s possible to realize the dream of reliability engineers and production managers alike by providing real-time motor performance data. By adopting these smarter technologies, manufacturers will not only save energy but also become more competitive.
References
- U.S. Department of Energy Website, “Improve Motor System Efficiency with Motor Master,” http://www.eere.energy.gov/industry/bestpractices, (October 2005).
- Woll, D., “Collaborative Process Automation Drives Return on Assets,” ARC, Dedham, Mass. (June 2002).
Moin Shaikh is a DCS Marketing Consultant at Siemens Energy and Automation in Spring House, Pa.. Moin can be reached by email at [email protected].