Seal Off Centrifugal Pump Problems

Seals play a crucial role in centrifugal pumps. They serve at both the "dry" and "wet" ends of the pumps, primarily to retain lubricant, exclude contaminants, separate fluids and confine pressure. Without effective seals, contaminants (solid or liquid) can find openings to infiltrate both the lubricant and bearings -- leading to potentially dire consequences impacting both the cleanliness and integrity of the lubricant and the life of the bearing. And, in cases where seal failure causes lubricant loss, dry-running operation can prompt premature and rapid deterioration of bearings and, in turn, the pump.
The correct specification of seals consistent with operating conditions ultimately can help maximize component service life and keep pumps up-and-running as intended.
THE BASICS
Bearings in centrifugal pumps support hydraulic loads imposed on the impeller, the mass of the impeller and shaft, and loads due to couplings and drive systems. They also keep shaft axial and radial deflections within acceptable limits for the impeller and shaft seal.
Dynamic radial shaft seals, which come in a variety of designs and materials, commonly protect the power frames of API heavy-duty process pumps and ANSI light- and medium-duty class pumps; bearing isolators or labyrinth-type seals usually are located at the pump's wet end. Many API pumps are migrating gradually to bearing isolators at both the thrust and line ends.
In general, dynamic radial seals create a barrier between surfaces in relative motion (one usually is stationary while the other rotates). These seals -- more often than not made from nitrile rubber -- may feature a plain, wave or helix lip design. In many cases, a garter spring holds the primary sealing lip in position and also promotes oil retention. Standard seals usually incorporate a simple L-shaped shell with the sealing material bonded to it; others also may include an inner shell to help protect the lip from damage or distortion during installation.
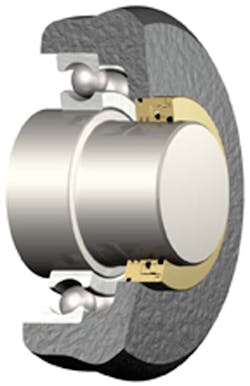
Bearing isolators or labyrinth-type seals (Figure 1) provide highly effective exclusion capabilities. Instead of a contacting radial lip element, these seals rely on a labyrinth or maze-like internal structure to collect and eject contaminants before they can intrude. Designs typically integrate a stator pressed into the housing and a rotor fixed to and turning with the shaft. The two components are locked together for easier assembly and to prevent damage during handling. Standard versions usually will incorporate polytetrafluoroethylene (PTFE) for the structural body material and fluoroelastomer O-rings to promote high chemical and temperature resistance.
MAKING A CHOICE
Seal specification for centrifugal pumps begins with identifying the correct general design for the application, followed by proper sizing of the hardware (never mix inch and metric dimensions and tolerances). Then, for optimized seal performance, evaluate all relevant operating conditions to narrow the field.
Important operating parameters to consider include:
Surface speed. Radial shaft seals are designed to perform within designated surface speed limits. Generally, surface speed capability is inversely related to parameters such as seal torque, power consumption, under-lip temperature and the effect of dynamic run-out. All these speed-related influences can affect seal life.

The majority of standard small-bore (under 8 in. shaft diameter) radial seals are rated up to 3,600 ft/min, while larger diameter seals are rated to approximately 5,000 ft/min. PTFE bearing isolators usually can work at up to 5,000 ft/min, while metallic versions can handle 10,000 ft/min. An application calling for higher speeds requires specialized design considerations.
Options to help mitigate the negative effects of higher shaft speeds include reducing the radial load on the seal lip, switching to a sealing material that can handle higher temperatures, changing lubricant type or viscosity, optimizing the shaft sealing surface or using a non-contacting labyrinth seal design.
Pressure. Standard radial seals are designed for only about 7 psi. System conditions or a fault such as a plugged vent can mechanically load and distort a seal's lip profile, resulting in rapid wear and failure. Solutions to compensate for the effects of pressure include pressurizing the seal cavity to allow the seal to serve as a main pressure retention seal, and redesigning lip profiles to resist deformation under pressure loading and moderate surface speeds.
In situations where higher shaft speeds will be encountered, the permissible pressure differential across the seal becomes smaller. As pressure is applied to the seal, more lip surface is forced against the shaft, which produces greater friction (as does increased shaft speed). Too much friction leads to faster wear and shorter life of seal and shaft -- so, pressure and surface speed must be balanced against each other for maximized seal performance.
Temperature. Operating a seal material beyond its recommended temperature range can cause thermal stress that will harden the compound; the hardening often appears as a series of radial cracks on the seal. (Historically, such heat aging of nitrile rubber seals has represented a more common cause of failure than wear.) Changing the seal material from rubber to PTFE or fluoropolymer can raise a seal's thermal limit.
Surface finish. Shaft surface roughness and directionality rank second only to heat damage as culprits for leakage. Under a microscope, a shaft's surface can be mapped as a series of peaks and valleys. Too smooth a surface may not support an oil film, which can result in a higher-than-desired under-lip temperature. If a surface is too rough, peaks can project through the lubricating film and abrade the lip. The best practice is to consult the roughness and texture specifications developed by manufacturers and based on industry standards. Additionally, consider using electronic tracing instruments to assess surface finishes accurately.
A shaft also may exhibit directional lead (a spiral or screw pattern) from the initial turning or grinding method. While an inward lead might prove beneficial in some respects, an outward pattern can result in more oil under the lip than its pumping action can handle. Keep the potential consequences in mind and inspect shafts accordingly.
Media. Nitrile rubber performs well with a wide range of mineral-based oils as lubricants. However, polar solvents such as acetone can lead to catastrophic swell (observed as a softening) and physical destruction of the seal. Similarly, compounds such as ethylene propylene will swell rapidly from contact with aromatic hydrocarbons and mineral oils. And some lubricants based on synthetics, while resisting oxidation, can attack rubber compounds. The appropriate marriage of seal and lubricant can help avoid seal degradation and contribute to improved performance.

TROUBLESHOOTING SEAL FAILURES
Despite all the advances in sealing system designs, materials and performance over the years, seals aren't immune to potential failure -- many times for reasons other than the seals themselves. Picking an inappropriate replacement, improper installation or switching or mixing lubricant can cause problems over time. When good seals go bad, the best troubleshooting practice is to ask the right questions and then follow a logical sequence of steps to analyze the failures and take remedial action.
Questions that will help to pinpoint failure causes include:
How well has the seal performed in the past and is it the correct seal for the application? If there's a history of failures with a particular seal, the culprit may not be the seal itself -- unless the seal isn't the right design or the material is inappropriate for the application. At the first signs of failure, such as intrusion of foreign matter (Figure 2), check the seal's part number and review recommended applications to exclude the seal itself as suspect. Then, via a process of elimination, focus on the many influences that can impact seal performance and service life.
Always check whether operating conditions conform to the optimum range specified for the seal. Subjecting a seal to operating conditions outside that range surely will result in its failure. For example, when operating temperature or pressure exceeds the lip material's maximum, the seal may exhibit heat cracking, which is indicated by a hardened seal lip or fine cracks visible in the seal lip surface. Excessive surface speeds or insufficient lubrication at the seal lip can eventually lead to heat cracking and damage.
Shaft-to-bore misalignment or dynamic run-out can cause early lip leakage, excessive and uneven lip wear on one side of the seal (Figure 3) or excessive but consistent lip wear all around. (Shaft-to-bore misalignment results from inaccurate machining, shaft bending, lack of shaft balance or worn bearings; dynamic run-out is a similar condition where the shaft doesn't rotate around its true center.) The seal's lip area with the greatest wear will indicate the direction of the misalignment.
- Never re-use worn seals.
- Properly store seals in a cool area (not work area) at 40–70% humidity.
- Ensure packaging is intact and inspect the seal's lip for possible distortion from improper handling.
- Use the correct installation tools.
- Keep the area clean and free of contamination.
- Select the correct seal for the speed.
- Pick the proper seal for the pumped medium.
- Check the operating temperature against lip material specifications.
- Verify the lubricant (including additives) is compatible with the seal lip material.
- Confirm the leading edge of the shaft is chamfered.
- Make sure shafts are hardened to Rockwell C 30 or harder.
- Validate tolerances for the shaft diameter are within range.
- Wherever possible vent equipment to help prevent pressure buildup.
A breakdown in lubrication or improper lubricant also can lead to problems. Sometimes heat may be high enough to break down the lubricant but not enough to harden the seal's lip. In such cases, sludge or varnish-like deposits will accumulate on the seal lip and damage will occur. Using the proper lubricant and regularly changing it are among the best practices to help avoid lube-related seal failures.
Improperly installed seals likely will fail quickly. Symptoms of damage caused by a hammer blow during installation include visible dents on the seal back, a distorted sealing element or a garter spring that pops out. All are causes for concern and necessitate seal replacement.
Other factors ranging from possible media intrusion to undue pressure within a seal cavity can compromise seal performance. Also, it pays to review maintenance and operating practices to see if they could adversely impact sealing systems.
The central message here is to confirm the seal has been installed properly, runs within specified operating condition ranges and benefits from the proper lubricant.
What is the source of the leak? It's helpful as a reference point to determine whether the leak is in the inner or outer diameter of the seal. If you can't locate the leak, add ultraviolet dye to the sump or spray white powder on the area. After operating for 15 minutes, use ultraviolet light to show the leakage source. In addition, documenting when the leak first occurred may relate it to a change in maintenance or operating procedures.
What are the initial best practices when analyzing failures? When a seal fails, follow these five basic steps:
1. Inspect the seal before removal. Check the condition of the area, note the amount of leakage that has occurred and determine the source of the leakage.
2. Wipe the area clean and inspect for:
• nicks on the bore chamfer;
• seal cocked in the bore;
• proper seal installation;
• shaft-to-bore misalignment;
• seal looseness in the bore;
• seal case deformation; and
• paint on the seal.
3. Rotate the shaft to ascertain whether there's excessive end-play or run-out, which can indicate misalignment issues.
4. After removing the seal, check for:
• rough bore surface;
• shaft cleanliness (clean and free of carbon?);
• coked lube on the shaft;
• shaft damage;
• flaws or voids in the bore;
• shaft corrosion; and
• shaft discoloration.
5. Identify the seal style and materials and inspect for:
• primary lip wear;
• primary lip conditions;
• wear or damage to the seal's outer diameter; and
• spring damage.
Your observations will help pinpoint the failure's root cause and appropriate remedial actions to prevent repetition.
SUCCEED WITH SEALS
Optimizing a sealing system truly is a balancing act. Carefully identifying the application's requirements, evaluating all conditions and adopting a holistic approach to seal specification with a system-wide perspective will contribute significantly to how a seal performs and for how long. Partnering with an experienced manufacturer of bearings, seals and lubricants can help maximize system potential and minimize problems.