
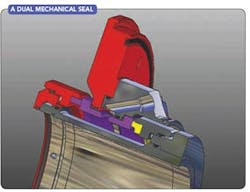
In the 1990s, slurry-sealing trends moved strongly from braided packing toward single-type heavy-duty mechanical seals. Still, mechanical seals often are among the first components to fail; whenever fine abrasive slurries can migrate into the seal faces, the performance of mechanical seals becomes especially unpredictable. Yet, virtually all modern process plants place great importance on reliable mechanical seals. Facilities experiencing repeat failures may find that better slurry seals now available enable effective remedial action. For mild slurries, single-type heavy-duty mechanical seals with springs located away from the pumpage (Figure 1) often suffice. For more difficult slurry services, best-in-class companies typically specify dual seals (Figure 2).
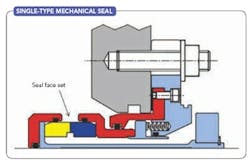
Figure 2 depicts a dual pressurized seal design. The inboard set of seal faces contains the process slurry or impure pumpage; a secondary barrier fluid (clean water) is pressurized higher than the process stream. An outboard set of seal faces confines the clean barrier fluid. The higher pressurization means the secondary barrier forms the inboard-seal-face fluid film. Seal face failure risks normally originating with micron-size-range particle contaminants are mitigated because the seal-face operating environment is clean water at a stable pressure.
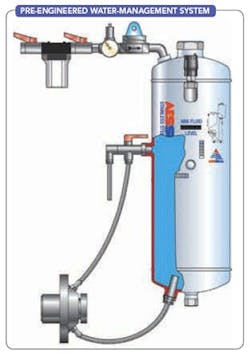
Delivery of the water barrier fluid is important to application success. Traditional piping configurations are API Plan 53-A and API Plan 54. Plan 53-A is limited by a fixed volume of barrier fluid; a fluid-containing vessel or "seal pot" is externally pressurized by air or nitrogen. During process upset conditions, the pressurized volume of fluid crosses the inboard seal face, and the seal pot must be recharged during operation. This recharging process is not operator-friendly — so there's high likelihood the seal will run dry. Plan 54 is a centralized water-barrier distribution system, usually through multiple pumps. This means the circulating system always must be pressurized 15 to 30 psig above any seal chamber pressures to avoid cross contamination of the barrier fluid.
A recent U.S. Environmental Protection Agency rule tightened the caps on sulfur and nitrogen oxide emissions. As a consequence (although appeals are pending), processors are giving ever-closer attention to equipment reliability and efficient use of existing pollution-control technologies. In late 2011, the U.S. Department of Energy outlined "near-term compliance pathways," highlighting the need for increased utilization and reliable performance of wet and dry flue-gas desulfurization (FGD) units [2]. Of course, selecting reliable mechanical seals is of critical importance, not only in FGD, but also in the majority of other slurry applications. New dual-seal and flush-water management options allow users to upgrade from maintenance-intensive packing to highly reliable mechanical seal alternatives. Moreover, in large pump sizes, designs that allow seal installation from the wet end of the pump, which will minimize the cost of overhaul, deserve to be considered.
Plant reliability professionals should consider bridging the distinct operating parameters of numerous slurry-containing processes with existing industry standards for slurry sealing. To incorporate the options outlined above requires important amendments to current equipment standards. The add-on wording should state:
As regulatory legislation issues persist, a thoughtful compliance strategy will drive sealing solutions that truly optimize reliability of slurry pumps in virtually all industries.
HEINZ P. BLOCH, P.E., is a Westminster, Colo.-based process machinery consultant. TOM GROVE is executive vice president of AESSEAL, Inc., Rockford, Tenn. E-mail them at [email protected] and [email protected].
REFERENCES
1. "American National Standard for Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications and Operation," pp. 75–77, Hydraulic Institute, Parsippany, N.J. (2011), available via www.pumps.org/standards.
2. "Resource Adequacy Implications of Forthcoming EPA Air Quality Regulations," pp. 1, 6–13, U.S. Department of Energy, Washington, D.C. (Dec. 2011), posted at http://energy.gov/sites/prod/files/2011%20Air%20Quality%20Regulations%20Report_120111.pdf