
Spray technology ranges from rudimentary (a hose-end nozzle for watering lawns) to rocket science (liquid injectors in rocket engines). Hundreds of different spray nozzles are available for process plant applications. So picking the optimum one can be challenging. However, the right choice can provide important benefits such as reducing the amount of material sprayed, providing a more-consistent product or cutting energy cost.
Before getting into nozzle selection, let’s first review some functions that sprays can perform:
• generating additional surface area to enhance evaporation, heat transfer or mass transfer;
• distributing material over a surface;
• dispersing material through a volume of gas; and
• producing surface impact force to better clean equipment.

Figure 1. Nozzles use internal elements and flow passages to create the desired pattern.
Many applications require a combination of these functions to yield the desired results.
One useful way to classify spray nozzles is on the basis of their energy input, because all require energy to overcome surface tension to produce a dispersion of drops. Some nozzles rely on kinetic energy — in the form of high-velocity liquid in a single-fluid (hydraulic) nozzle or high-velocity gas in a two-fluid (atomizing gas or air atomized) nozzle. Other nozzles use mechanical energy in the form of vibration in an ultrasonic nozzle or rotation in a rotary atomizer wheel. These four types of nozzles account for the vast majority of atomizing technology used at process plants.
Single-fluid nozzle. This is the most common nozzle. A precision device, it comes in a wide variety of materials, including metals, plastics and ceramics. Fluid pressure results in a high-velocity stream of liquid at the nozzle outlet. The nozzle’s design provides a specific spray angle and spray pattern; these are the first two characteristics to use to narrow the choice of nozzles for an application. The effective spray angle is the included angle of the visible boundary of the spray at the nozzle tip. The nozzle’s internal components and liquid passages are used to produce a variety of spray shapes, which are known as patterns or footprints, and liquid distributions. Figure 1 depicts some common spray patterns.
You can find a number of videos showing the spray patterns and qualitative characteristics of sprays on YouTube and spray-nozzle-vendor websites. These videos clearly illustrate that sprays are three-dimensional and vary with time.
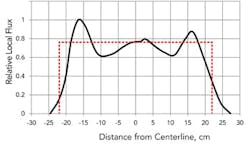
Figure 2. Graph shows an example of measured (black) versus ideal (red) distribution for a solid-cone spray pattern.
Two-fluid nozzle. This is the second most common type of nozzle. Compressed air usually is the atomizing gas but many other gases, including steam, oxygen and methane, can be used. The nozzle provides two advantages: it can spray more-viscous material, and enables the average drop size to be adjusted independent of liquid flow. The downside is that the energy input is much higher per mass of material sprayed. The hidden cost of supplying the compressed air is easily overlooked.
Ultrasonic nozzle. This nozzle is used in specialty applications where a very narrow range of drop diameters and low velocity sprays are valuable. It has significant limitations, including a low flowrate (under 20 kg/h), a maximum temperature limit on the nozzle, and a limited maximum effective viscosity of the material sprayed. The cost per nozzle is much higher than that of a single- or two-fluid nozzle with equal liquid capacity.
Rotary atomizer. This device, widely used in spray dryers, discharges liquid from the perimeter of a wheel rotating at high speed. One key advantage is that the wheel’s rotational speed can be adjusted to fine-tune the average drop size. The disadvantages are that the required high-speed drive mechanism (shaft, bearings and wheel) adds cost and can pose reliability problems.
Process Considerations
The quantitative spray characteristics your system requires depend upon the application. The most common spray parameter is the average drop size. As Table 1 indicates, different drop sizes suit different services — so, use the application as the starting point for selecting a nozzle. A smaller average drop size will produce a larger total surface area, i.e., drop surface area per volume of liquid. Because a high specific surface area is best for enhancing mass transfer or heat transfer, a fine spray is used in such cases. On the other hand, drop size is irrelevant in cleaning applications. Spray impact force is critical there. The distribution of the impact force is a key metric of performance. Surface impact force depends upon the distance between the nozzle and the surface as well as the attack angle between the spray and the surface.
It’s also important to consider quantitative liquid distribution, which is called liquid flux distribution (LFD) or patternation (Figure 2). Comparing LFD data from different nozzles is useful in determining the best nozzle to achieve a uniform application of material. An array of tubes (like rain gauges) collects liquid across a spray plume (Figure 3) and then the local flux distribution is calculated as gpm/ft2 or m3/sec-m2. The LFD data, for example, allow direct comparison of the uniformity of different solid-cone nozzles so you objectively can select the most suitable nozzle based on a specific flow, spray angle, nozzle spacing, arrangement and nozzle capacity.
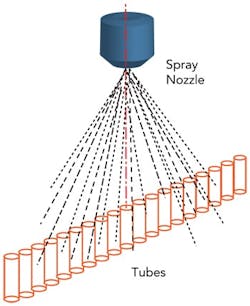
Figure 3. Measurement of liquid that goes into each tube allows calculation of liquid flux distribution.
Drop Size Distribution
The phrase “the drop size” incorrectly implies only a single drop diameter. Spray nozzles produce a range of diameters as the photograph at the beginning of this article shows. Some sprays consist of many small drops, others contain a few large drops, while still others vary between these extremes (Figure 4). The range of sizes in a spray is often about 30:1. Back in the slide-rule days, the average drop size was the only practical means for doing engineering computations. Today, the distribution is essential in design.
The challenge is that there are a number of commonly used “averages,” which sometimes are referred to as moments. The average can be created by weighting the distribution on number, drop surface area, drop volume or ratios of these. For example, the number mean is the simple average of the drop diameters. With the distribution shown in Figure 4, the number mean emphasizes the small drops. The Sauter mean, which is the diameter that represents the volume-to-surface-area ratio of the overall spray, is useful in many situations. The volume median, not volume mean, a weighting based on cumulative volume of the spray, is the most frequently used. Half of the total amount of liquid sprayed is smaller than the volume median, DV50, and half is larger (Figure 5). The large diameter portion of the distribution may be characterized by the DV90 (90% of the volume of the liquid is in drops less than this diameter). Similarly, the small fraction may be characterized by the DV10 (10% of the volume of the liquid is in drops less than this diameter).These three measures provide the essential information on the distribution.
The small diameter portion of the drop size distribution is a design constraint when entrainment is a critical issue. The largest drop fraction is a design constraint in many applications, for example combustion of fuels. Large diameter drops evaporate much more slowly than small drops; evaporation time is approximately proportional to the initial drop size squared. In some applications you must pay attention to both large and small drops. For instance, in spray drying a product, small drops evaporate quickly and so material may degrade because of excessive high-temperature exposure. On the other hand, large drops must reach a level of dryness to avoid adhering to the vessel walls.

Figure 4. Nozzles can produce sprays that have different populations of droplet sizes.
Mono-size drop spray is more of a laboratory curiosity than a practical means of spraying material. Drop size distribution is important to every design. For your application, consider how small drops and large drops will affect system performance. Think of the distribution, not the average.
The drop diameter and initial velocity influence the drop trajectory. Larger drops are more ballistic, penetrating further into a flowing gas stream than the smallest drops. This can yield undesirable consequences in some cases where drops strike a wall, for example in a dry-wall quench. Drop impingement may damage the wall material due to localized thermal stresses.
Computational fluid dynamics (CFD) models provide complex mathematical description of the process. They use the entire drop distribution to portray the spray. These models are essential to optimize the position and spray characteristics of many applications such as gas quenching.
Material Properties
The material being sprayed influences the spray quality, especially drop size distribution. These effects are related to the physics of atomization, which is controlled by the liquid’s density, viscosity and surface tension. Process applications span a wide range of liquid physical properties. Most spray nozzles are developed and characterized with water. The manufacturers of spray nozzles provide nozzle performance information on average drop size and sometimes drop size distribution based on water.
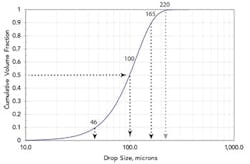
Figure 5. The drop sizes that represent 10%, 50% and 90% of the volume in the spray provide essential information on the distribution.
The density of liquid sprayed impacts the delivery rate. Spray nozzle vendors provide tables of flow versus nozzle pressure (pressure drop) for water. For single-fluid nozzles, there’s a simple relationship:
Fp = Fw (ρw/ρp)½
where F is volumetric flowrate, ρ is density, and the subscript w is for water and p for process liquid. For example, a liquid with a density of 10 lb/gal will flow at (8.33/10)½ = 0.913 or about 91% of the flow given in the vendor tables at the desired pressure. This correction often is overlooked, sometimes inconsequentially. Liquids with a specific gravity less than one have a flow higher than that listed in the tables. If a very exact flowrate is necessary, applying this liquid density correction to the flow is crucial.

Table 1. The application is the first factor to consider when selecting a nozzle.
Process applications in which the liquid’s temperature or composition change pose an added complication. Both viscosity and surface tension vary with temperature, therefore the temperature of the sprayed material is critical. Table 2 lists a few common compounds and their physical properties. Increases in viscosity and surface tension both inhibit breakup of the liquid into drops.
The most common design concern is the viscosity of the atomized material. With higher viscosity and surface tension, the average drop size increases. The effect of a tenfold increase in viscosity (from 1 cP of water to 10 cP) depends upon the specific single-fluid nozzle. The rule of thumb is to double the average drop size with this change in viscosity. Reducing the surface tension by a factor of two from water decreases the average drop size by about 25%.
Some materials, including concentrated slurries, paints and materials with polymeric components, have complex non-Newtonian behavior. Non-Newtonian liquid (fluids) have effective viscosity that varies with time and the forces on the fluid. When in doubt about spraying such a material, either characterize the shear sensitivity of the material or spray the actual material. Measuring viscosity at high shear rates can be challenging, especially with slurries, because the effective shear rate in many spray nozzles is in the range of 3,000 to 30,000 1/sec. So, whenever feasible from an environmental and safety standpoint, spray the actual complex mixture.
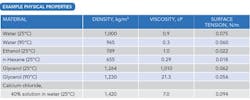
Table 2. Density affects flow through a nozzle while viscosity and surface tension influence drop formation.
Choose Correctly
The critical word in describing sprays is distribution: distribution of drop diameters and distribution of liquid across a spray pattern.
The critical fluid properties are liquid viscosity and surface tension. This information is essential to effectively select the optimum spray technology and nozzle for an application.
Spray nozzles are used in rocket science but picking most nozzles for process applications involves engineering science and technology — not rocket science.
CHARLES LIPP is principal consultant at Lake Innovation LLC, Lake Jackson, Texas. Email him at [email protected].
Note: This article is based on the author’s book “Practical Spray Technology: Fundamentals and Practice,” which is available through lakeinnovation.com and Amazon.com.