Process Equipment: Improve Mixer Performance

Many processors rely on mixing equipment that is more than 25 years old. Even if the equipment isn’t worn out, it almost certainly was designed for different conditions and often different processes or products. The design may not suit the current application or product. In the last 25 years, many products have become more viscous or non-Newtonian, making mixing more difficult.
Over that same period, new types of impellers and ways of applying them have improved mixing with the same power and speed. These developments often open up opportunities to enhance performance without replacing the equipment or resorting to expensive upgrades.

Figure 1. Typical unit uses four blades made of flat metal plates. Source: SPX Flow Lightnin.
While not a recent improvement, hydrofoil impellers have replaced many pitched-blade turbines in medium- to low-viscosity blending and solids suspension applications. A typical pitched-blade turbine (Figure 1) has four blades made of flat plates. The most common hydrofoil impellers have three blades with a curved cross-section (Figure 2). The curved cross-section is called camber; it furnishes a degree of lift and a smooth change of flow direction. Just like the wings on an airplane, the hydrofoil blades provide a downward force with an efficient transfer of power. The advantage of the hydrofoil impellers is greater efficiency in creating axial flow. The axial flow pattern generated in a stirred tank produces good vertical circulation, which helps to carry surface additions throughout the vessel. In solids suspension, the axial flow directed toward the bottom of the vessel lifts solids off the bottom. Delivering the same power at the same speed with a slightly larger diameter hydrofoil impeller may improve mixer performance at a modest cost for a new impeller.
Some mixers have under-loaded motors. A unit with a 25-hp motor actually only may deliver 10 hp to the mixed liquid. This points up the difference between two important and often confused characteristics: motor power and impeller power. The motor power establishes the maximum power the impeller can deliver to the fluid. The impeller power reflects the rotational force (torque) the impeller applies to the fluid and the rotational speed or rate of energy dissipation. Impeller conditions, power, torque, tip speed and pumping rate are the key factors that create the mixing intensity and process performance of a mixer. Increasing the impeller power may offer an opportunity for improvement.
The first step in assessing a unit is to establish the current design. Older equipment may lack good drawings. Even when drawings are available, they may not include modifications made after the original equipment was installed. Many equipment modifications can enable cost-effective improvements to process performance without completely replacing an old mixer. Beyond basic tank dimensions and impeller type, the two most critical characteristics of mixing equipment are impeller diameter and rotational speed. For low viscosity turbulent liquid mixing, impeller power is proportional to the rotational speed cubed and the impeller diameter to the fifth power. For instance, a 10% boost in the rotational speed will raise the impeller power by 33%. Increasing the impeller diameter by only 5% will push up the impeller power by 28%.
When analyzing mixing equipment, you must ensure accurate measurement of the speed and impeller diameter. Changing the speed of an existing mixer may be difficult and expensive. Modifying or replacing an impeller may be easier and less costly. However, an impeller modification, especially if it adds weight, may cause mechanical problems that require evaluation before changes are made.
All mixers are 100% efficient with respect to impeller power input. All the power delivered to the fluid eventually becomes molecular motion, which is heat. In most situations involving low viscosity blending, the amount of power input to the fluid doesn’t noticeably affect the process temperature. In cases of intense or high viscosity mixing, the power input can cause a measurable and sometimes undesirable increase in the process temperature.
The Impact Of Viscosity
In a variety of mixing processes, viscosity plays a major role in determining success or failure. Viscosity basically is the internal resistance to fluid motion. However, that resistance takes many different forms. Newtonian viscosity, which is the simplest type, follows Newton’s definition of viscosity, i.e., a constant describes the relationship between shear stress and shear rate. However, that doesn’t mean that viscosity is always the same. Temperature affects viscosity. Viscosity usually is lower at higher temperatures, which means that blending becomes easier. Merely adjusting the process temperature can solve some mixing problems.

Figure 2. Most-common design features three blades, each with a curved cross-section. Source: SPX Flow Lightnin.
Many fluids with higher viscosity demonstrate non-Newtonian properties such as shear-thinning or shear-thickening behavior. Shear-thinning fluids have a lower apparent viscosity when they experience velocity gradients in the liquid. Velocity gradients exist around a mixing impeller and in recirculating flow patterns. As shear thickening implies, the apparent viscosity increases at higher shear rates. Many shear-dependent fluids are time independent, meaning that only the current shear rate affects the apparent viscosity. The viscosity of time-dependent non-Newtonian fluids not only depends on the current shear rate but also on whether the shear has been increasing or decreasing. The viscosity of some fluids is permanently altered by shear. Other non-Newtonian viscosity effects include viscoelasticity and yield stress. Viscoelastic fluids exhibit an elastic return, something like bread or pizza dough. Yield stress fluids have a gel characteristic, like ketchup or hair gel. The yield stress limits the initial motion of the fluid but allows flow once the initial resistance is overcome. In all cases, non-Newtonian fluid behaviors make mixing more difficult than for a similar viscosity in a Newtonian fluid.
High viscosity mixing creates several mixing difficulties and often requires special equipment. The term “high viscosity” means different things to different people and in different situations. Using common materials as references helps to understand some ranges for “low” and “high” viscosity. Typical solvents, such as water, acetone, gasoline and kerosene, have viscosities less than 10 cP and are almost always considered to be low viscosity liquids for mixing applications.
(Centipoise (cP) is a metric unit commonly used to measure and express dynamic viscosity. Centistokes (cSt) is used for kinematic viscosity, which is the dynamic viscosity divided by the fluid density. This density can be expressed as specific gravity relative to water or grams per cubic centimeter. Because most hydrocarbon liquids have a density about 0.80–0.90 that of water, their cSt viscosities typically are 10%–15% higher than the cP viscosities for the same fluid.)
Even motor and cooking oils with typical viscosities between 10 cP and 200 cP behave as “low” viscosity liquids in most industrial-size mixers. However, by the time you get to glucose (500 cP), corn syrup (1,400 cP) and honey (5,000 cP), the effects of viscosity on mixing become more evident. The fluid motion at these moderate viscosities begins to decline away from the mixing impeller because the viscosity resists the fluid flow. When using turbine-style impeller mixers with these moderate viscosity fluids, you often must resort to more or larger impellers to accomplish uniform blending. A single impeller in a baffled tank might handle a low viscosity application while a slightly higher viscosity may require two impellers and a moderately high viscosity may demand two larger impellers. At a sufficiently high viscosity, the resistance to motion at the wall may eliminate the need for baffles. As the number and size of impellers increase, so does the impeller power requirement. Figure 3 shows the progression from a single impeller to dual impellers to larger impellers and then to impellers without baffles. More or different impellers might provide the increased mixing required for processes at higher viscosities.
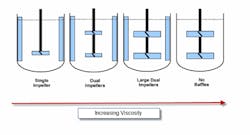
Figure 3. When using turbine-style impellers, viscosity can significantly affect the optimum equipment configuration.
“Extremely high” viscosity materials such as peanut butter (250,000 cP) and caulking compound (5,000,000 cP) barely flow at room temperature. Even at elevated temperature, such materials can be difficult to mix. Creating the desired uniformity in these products requires special mixing equipment, often with large diameter impellers, to cause complete fluid motion. Some mixers for high viscosity applications may have multiple impellers for different process requirements. Figure 4 depicts a mixer for such a service; it has both high-speed disperser blades and a low-speed impeller with angled sweep blades.
Simply blending liquids of different viscosities is difficult but mixing another phase with a liquid can be far tougher. Incorporating the second phase, whether solid particles, a gas or an immiscible liquid, usually begins with a dispersion process. The requirements for a dispersion application differ from those for liquid blending. The mixing intensity necessary to initially disperse particles, gases and immiscible liquids usually occurs in the immediate region of the mixing impeller. The equipment also must provide a recirculating flow pattern sufficient to maintain a degree of uniformity for the dispersed phase. Some dispersions are intended to form a stable product. Others must continue to be agitated to retain sufficient uniformity for the desired process result.
For any mixing process, the equipment should be sufficiently versatile and robust to handle reasonable differences in raw materials or operating temperatures. Predictable raw material variations shouldn’t cause frequent failures. In the kitchen or laboratory, increasing stirring speed or extending mixing time often can achieve robust mixing. However, making similar changes in large industrial units can be difficult, especially if those features aren’t built into the equipment design. However, production changes, such as order of addition or process intensification, sometimes can result in significant improvements.
Achieving Success
Identifying process improvements that increase performance and enhance efficiency requires a focus on determining the actual problem. Attempting to correct something that isn’t the cause of the problem will result in a waste of time and money or even cause worse problems.
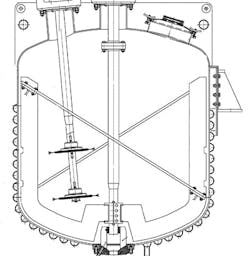
Figure 4. This unit features high-speed disperser blades and a low-speed angled sweep impeller.
A real difficulty in solving mixing problems is that the equipment can provide a wide variety of results. Its contributions can differ depending on the process. The differences aren’t always single or unique characteristics of the mixing requirements. The equipment may need to satisfy a combination of requirements, especially in batch processes where the demands change during different steps. Sometimes those differences may involve competing requirements with disparate operating conditions for optimum results. In some cases, old methods or equipment cause poor results. In other cases, insufficiently robust operations and equipment lead to inconsistent results.
In any attempt to improve a mixing process, carefully evaluate changes to ensure they won’t make things worse. In most cases, you can find a path forward that will lead to an improvement with minimal risk to the current conditions.
DAVID S. DICKEY is senior consultant for MixTech, Inc., Coppell, Texas. E-mail him at [email protected].