Pump Troubleshooting: Size Up A Tall Order
Fixing pump suction head problems can cost a lot, as a recent experience illustrates. In this case, a site added a new unit to compress gas for sending via pipeline to a client. The specification stated the inlet gas would be liquid free. The initial assumption was that a small amount of liquid condensation would occur in the compressor inter-stage coolers. Inter-stage knockout drums would remove the condensate.
After startup, the knockout drums filled rapidly. The liquid rate exceeded the system’s handling capacity. Temporary measures included pumping the liquid into trucks for handling. The liquid pumps suffered short lives and high failure rates. The situation clearly was both unsatisfactory and unsustainable.
Lack of understanding composition variability in the feed gas to the compressors caused this problem. The gas came from multiple sources that each had highly variable compositions. About the only stable factor was the absence of free liquid. Sometimes, very little of the gas would condense in the inter-stages while, other times, large quantities condensed.
Investigation showed that composition variability was inherent in the system and wouldn’t change. Control systems move variability from where it has a large effect to where the effect is smaller. Here, all the variability ends up in that gas stream. This is the best option for the plant as a whole but poses a problem the engineers handling the gas stream must solve.
The ultimate solution involved a new knockout drum and a new liquid pump. Nothing else would work. Getting the liquid to where it was useful required high pressure, over 1,000 psig. The engineers chose a reciprocating pump.
Reciprocating pump suction head requirements include head necessary to prevent cavitation from acceleration of the inlet fluid as well as to overcome inlet valve losses for the pump. Here, the best option to get sufficient head called for elevating the vessel 30 ft. While feasible, this arrangement looked “odd” to the project manager — whose preferred solution was to use a low net-positive-suction-head-required (NPSHR) centrifugal pump as a booster to feed the reciprocating pump.
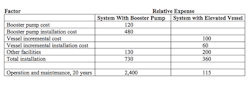
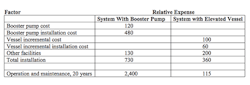
Table 1. A system relying on an elevated vessel incurs far lower long-term costs.
Typically, purchase and installation only account for 20–25% of a pump’s lifecycle cost (which also includes both energy and maintenance expenses) over 20 years. In comparison, for a simple separator vessel, the 20-yr lifecycle cost generally splits closer to 75% capital and 25% maintenance.
Table 1 compares the costs of the two options. The installation cost is based on a fully engineered design and a ±10% cost estimate. The lifecycle costs are based on experience and rules-of-thumb for the equipment involved.
The elevated vessel boasts both lower capital and lifecycle costs. It’s the clear choice unless there’s an overwhelming reason for having a booster pump. The higher vessel also offers a safety benefit —elevating the vessel above 25 ft removes it from the standard pool-fire zone.
You can elevate a vertical vessel with a tall skirt or by installing it on a platform. A skirt is less expensive for most vessels but creates a confined space under the skirt. (A horizontal vessel usually doesn’t use a skirt, and so rarely results in a confined space.) Opting for a platform often simplifies maintenance and access.
Elevating the vessel makes it more obvious and easier to see over the plant fence-line. This may cause community relations issues. In this case, that wasn’t a concern.
A larger vessel, for example a storage tank, can change results. So, you must examine each case individually. However, unless you face constraints in modifying an existing plant, using booster pumps to solve NPSH problems often is an expensive choice.
ANDREW SLOLEY is a Chemical Processing Contributing Editor. You can email him at [email protected]. SCOTT SCHROEDER, Senior Consultant, Advisian, you can email him at [email protected].