|
More articles by Ian Verhappen Properly Protect Control Systems |
Justifying an expenditure can be challenging — especially when you want to introduce a new technology to your operation such as one of the fieldbuses that form the basis for the digital plants of the future. So, here, we’ll look at the advantages and savings that you realistically can expect with such a fieldbus.
Justification differs depending on whether you are in the capital phase (engineering, design, construction and commissioning) or operations phase, which typically accounts for the 80% of the total lifecycle cost of the project. It can be tough in either phase. After all, during the capital phase, the project manager wants to have the work completed yesterday for as little money as possible. During operations, the plant manager wants to have the plant run continuously (that is, with no maintenance or downtime) for as little money as possible. So, you must make a strong case — and this demands a realistic appraisal of benefits.
Each facility, of course, is unique and will have its own absolute values for determining the actual return on investment. However, there’re some useful general guides on where to look for justification opportunities for digital fieldbuses.
Capital phase
Don’t expect any significant savings in the engineering and design cost at present because all the systems and procedures in place at most companies are designed for analog loops. As engineering companies become more familiar with digital technologies and develop the associated tools and procedures, potential savings may turn up in the following areas:
Documentation/drawings. To achieve potential savings in documentation, the end user must review the purpose of each of the drawings to be generated. For example, a loop diagram is used to identify all the components — field devices (sometimes including the input transmitters and control devices), intermediate terminals and junction boxes, and the control system terminations — for a single signal or control loop. For an analog system, this normally is a single wire pair for each input or output signal.
With fieldbus, there’re multiple devices on a single wire pair; so to continue to identify all the components that could be affected by a change to one device on the wire loop, you’ll have all the devices on that network represented on a single drawing. This potentially can reduce the number of drawings by an order of magnitude.
Also other drawings, such as those for the marshalling cabinet, could be eliminated altogether because with fieldbus communications there’s only one type of signal wire in the system and this wire can be brought straight through to the control system cabinet.
Construction. This is the most intensive part of the project and also where most of the “problems” associated with digital systems are created. Just as with analyzer sample systems where more than 80% of the problems result from the sample system, with fieldbus systems more than 80% of the issues come from the installation of the network. Fortunately, field staff are becoming more familiar with some of the fieldbus technologies and vendors now are developing better diagnostic tools for spotting potential problems prior to full system commissioning.
One difficult-to-quantify benefit of using digital systems is the ease with which they can be expanded for minimal change in capital cost. This is especially important today with the increasing use of modular systems and skids. Fieldbus systems make it possible to pre-wire the module or skid at the fabrication facility and land a single cable in a junction box on the edge of the module to complete the tie-in to the control system. This same junction box also can be used to connect a laptop version of the control system to completely test the functionality of the unit before it leaves the fabricator’s yard.
More functionality from devices. One potential digital system advantage often overlooked is the ability to use a single field device for multiple signals on the single pair of wires. An obvious example of this is a Coriolis meter, where flow, mass, volume and temperature as a minimum can be obtained. Other opportunities include using differential pressure meters also to record bulk pressure and vortex flow meters also to measure fluid temperature. These latter two can provide as a third calculated signal flow measurements compensated for fluid expansion as a function of temperature (larger effect on liquids) and pressure (larger effect on gases).
For control valves, limit switches to detect the end limits of the valve stroke either can be virtual in the device or, in the case of some manufacturers, simply a short wire from the switch to a terminal block in the positioner (effectively a jumper) that reads and transmits the signal to the control system.
Besides this feature, digital positioners can include customized characterisation curves that allow the process engineer to truly match the behavior of the valve to the process. For example, the process may require quick opening for the first 10% of the signal to get the valve on or off the seat to avoid chattering, linear behavior from 10% to 75% (the range of the valve where most control happens) and then equal percentage for the final 25% of the stroke to provide better linearity at the upper end of the valve opening position.
Fewer sensors mean fewer process connections, fewer signal cables back to the control system and fewer potential emission points.
Typical cost savings per device include:
- process connection/nozzle, $2,500 each
- field device, $1,500 each
- cabling, $7,500 (based on $25/foot and an average cable length from field to control system of 300 feet)
- control system input/output (I/O) card and configuration, $1,000/point
This adds up to a total savings of $12,500 per field device.
Cabling and terminations. Since the introduction of digital networks, there’s been talk about the savings associated with reduced cable infrastructure. There definitely will be savings but maybe not as large as initially thought. Why? The majority of the cost associated with a cable isn’t the cable itself but its related labor and infrastructure such as tray and conduit. You will achieve savings from narrower cable trays, cables with fewer conductor pairs, and smaller termination boxes.
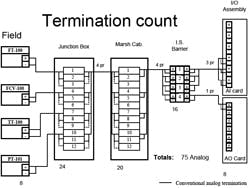
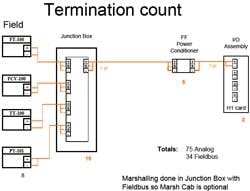
Figure 1. Using analog wiring requires a total of 76 terminations.
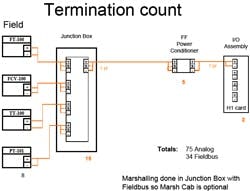
Figure 2. Using digital fieldbus cuts the number of terminations by more than half.
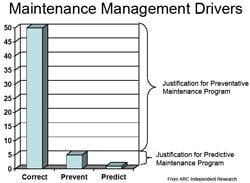
Predictive maintenance can provide greatest savings. Source: ARC.
The potential for a reduced number of field terminations promises significant construction cost savings. Consider the situation of an intrinsically safe (IS) installation — this is a “worst case” scenario because, due to an energy limitation of approximately 80 mA, IS networks only can support about four devices per network, not the eight to 12 devices per network typically used in most systems.
Figure 1 shows four field devices, three analog inputs (transmitters) and one analog output (valve – FCV-100). Traditional wiring practices bring all of these signals to a junction box so they can be commingled in a multi-conductor home run to the marshalling cabinet where the signals then are descrambled to go to the appropriate I/O card. However, in the Foundation Fieldbus case (Figure 2), instead of four wire pairs from the field junction box, there’s only one pair (shown in orange) and it only has one kind of signal, H1 communications. Because there’s no longer any need to descramble the signal types, the marshalling cabinet becomes optional. The IS barrier is replaced with a fieldbus power conditioner that contains the necessary IS circuitry; because there’s only one signal type, the I/O card is an H1 interface. Obviously the project also will require fewer I/O cards than a traditional system and consequently will have a smaller footprint, too.
Commissioning. Once the equipment is in the field and the units are ready to go, the next big savings opportunity arises. Several studies comparing commissioning times by British Columbia Institute of Technology, Southern Alberta Institute of Technology, Suncor Energy, Emerson Process Management and others have reported that digital systems start up four to ten times faster than analog ones. The savings in labor alone are noteworthy but what’s even more significant is the potential opportunity to start production sooner and so develop a positive cash flow earlier.
Operations phase
Once the facility is up and running, the plant manager constantly is seeking ways to reduce manufacturing costs. There’s usually only limited ability to control raw material prices. So, maintenance cost reduction becomes a top priority because on average 40% of manufacturing costs directly relate to maintenance.
Interestingly, despite all the experience we have with operating plants, 50% of the maintenance done in a facility is corrective/breakdown or unplanned maintenance. This is ten times more costly than preventive maintenance (Figure 3), which in its simplest terms is nothing more than scheduled maintenance — that is, checking each device on a regular basis just before it may fail. Doing so will forestall the devices failing at an inopportune time. Preventive maintenance is done 25% of the time. Of course, it shouldn’t be a surprise that 60% of such maintenance isn’t necessary — but it’s still a lot less costly than the alternative of breakdown maintenance.
Digital fieldbuses versus HARTWhile HART communications offer many of the advantages of all digital fieldbuses like Foundation Fieldbus and Profibus, it’s important to understand the differences. Although it can provide multiple outputs, HART in its standard arrangement supports in its definition up to four variables, and most control systems only handle the standard arrangement without custom tweaking. In addition, the primary variable in HART normally is assigned to the 4–20-mA analog signal; the other signals must all be polled. Because of this polling, the update time for the supplementary signals may not always be reproducible and, depending on network size, could take on the order of minutes to obtain. Full digital networks on the other hand update all the variables every scan cycle.
HART devices don’t support process alarms in the devices themselves, so all alarming must be done in the control system. Fieldbus devices, on the other hand, support multiple levels of high and low alarming in the field devices themselves.Digital field devices have one other major difference compared to analog-based units: they don’t need to drive an analog signal. So, they place fewer restrictions on the memory and microprocessor. HART devices employ a fixed chip for any computations and diagnostic capability. Fieldbus devices can use an EEPROM, which can be upgraded while in service with new features and functionality as they become available. To add this same functionality to a HART device would require device replacement. |
Preventive maintenance is five times more expensive than predictive maintenance (Figure 3) — in which devices continuously monitor their own health and report their condition to a central system, often a separate computer connected to the corporate maintenance planning tool. Fortunately, today’s smart devices truly make predictive maintenance possible. Note, however, that a digital fieldbus providing live diagnostic data isn’t enough to achieve predictive maintenance. So, before you try to use the savings possible from predictive maintenance as a justification, ensure that you have the essential maintenance software and other infrastructure in place. (More on predictive maintenance will appear in an upcoming article in Chemical Processing.)
Advanced device diagnostics also can lower costs during shutdowns. Rather than working on something because there won’t be another chance until the next outage (preventive maintenance mindset), you’ll be able to determine the actual condition of the equipment when planning the shutdown and decide whether the device needs replacement, complete overhaul, a minor adjustment or no work at all. The result is a reduced scope of work during the outage and hopefully a shorter outage as a result (or at least fewer technician hours). Just like for the initial commissioning, you also can expect a faster startup at the end of the shutdown.
Digital instruments also have better rangeability and accuracy than traditional analog devices. This provides two additional savings opportunities. First, spares inventory can be reduced because a single transmitter can handle a wider range of applications. For example, in the past it would have been necessary to keep differential-pressure analog transmitters used for orifice plate measurement (still the most common flow measurement technique) for each range (0–100 in. WC, 0–150 in. WC, 0–200 in. WC, etc.), but now a single transmitter can do all these signals and simply be ranged in the shop before being installed. Second, increased accuracy — resulting in part from fewer analog/digital conversions of the signal and in part because the sensors in modern instruments are better than those of their predecessors — promises greater throughput because process units will be able to operate closer to their operating limits with resulting higher product yields.
Consider the opportunities
Digital communications will be part of your plant’s future and, in fact, already likely are happening now without you realizing it. This article hopefully has given you a sense of the opportunities being lost with your existing infrastructure and the even greater opportunities possible by taking full advantage of a digital fieldbus.
Ian Verhappen is director, industrial networks, for MTL Instruments, and is based in Edmonton, Alberta. E-mail him at [email protected].