Process Puzzler: Spike Tank Spikes

THIS MONTH'S PUZZLER
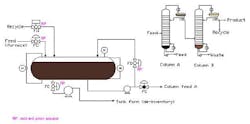
One of our board operators saw a spike in the level of a feed tank for a distillation process during a winter startup (Figure 1). She killed the fired heater feeding the tank. The fired-heater pressure relief valve blew ten minutes later. An hour after that, after the heater relief was isolated, a field operator looked at the tank pressure gauge and sight gauge. The level transmitter read 70% (compared to 65% before the incident). Later in the day when the board operator tried to de-inventory the tank, the pump cavitated. The field operator then noticed the position indicator on the pump suction valve showed it was closed; the other valves don't have position indicators. Can you explain what caused this series of problems?
LOOK AT TEMPERATURE CONTROL
The spike in the feed tank level may have been caused by some blockage at a downstream valve or piping section; one possibility may be the solidification of the raw material feeding the distillation column. Insufficient pump-out would have led to an increase in tank level. The fact that a fired heating system is required suggests that the temperature of the feed material has to be maintained in this process. Solidification of the feed may have been caused by insufficient heating or poor insulation of the tank or discharge line feeding the distillation column. After the board operator killed the fired heater, the pressure in the heating zone would have increased since no heat was being transferred — thereby blowing the relief valve. The other effects occurred because of the problems with keeping the feed hot.
Liquid expansion explains the rise in the feed tank level. The pump cavitated during de-inventorying of the tank because of an increase in pressure drop in the suction caused by feedstock blockage. This is why the pump was noisy. Also the "close" position indicator at the suction valve indicates that there was little or no flow through the valve.
The solidification problem can be avoided by: developing better temperature control; improving the insulation of the feed tank and discharge line; installing or improving heat tracing to maintain an exterior wall temperature at least 5°C above the solidification temperature of the raw material; and installing temperature indicators with low/high temperature alarms at suitable locations.
Nikhil Barbare, process engineer
Transfield Worley Services, Perth, Australia
IT'S THE ACTUATORS
Let's consider what must have happened first. The recycle valve was leaking a highly volatile liquid from column B to the feed tank. This had the effect of raising the tank level and the pressure. The high level was measured by the dP level transmitter was initially false low caused by a hot liquid reducing specific gravity; level dipped, then rose suddenly. The relief valve opened because hot vapor built up on the residual heat in the furnace. Eventually, a vapor formed and either the coil or the relief had to relieve the pressure. The pump cavitated because the suction valve was closed.
A common thread running through this problem is rack-and-pinion actuators. Something caused the actuators to leak. It's probably the o-rings in the pistons. Air is applied against a loaded spring. If the spring can't be overcome by the air, a fail-closed valve won't open and a fail-open valve won't close. A double-acting valve, if there were any in this process, would fail in its last position.
Material and temperature constraints on actuators are often misapplied based on the conditions in the process fluid the valves manage. That is where the instrument engineer failed. These problems will require a complete overhaul of the actuators and a new hazard and operability study (HAZOP).
Of course, it is possible that there is water in the instrument air. Most dryers are designed for a dew point of -20°F. There's a remote chance the valves could not fight the spring because the ambient temperature fell below this point, the dryer failed or oil was allowed into the instrument air.
There are some process workarounds that may help. Some of the heat in the furnace can be reduced by changing the shutdown plan to include a cooldown using the combustion air blower. But this won't completely eliminate the risk of blowing the relief valve if the feed valve is closed. Perhaps it would be better in this case to change the actuator in the feed valve to a fail-open orientation. This, too, should be decided by a new HAZOP.
Dirk Willard, senior process engineer
Middough Consultants, Holland, Ohio
AUGUST'S PUZZLER
As part of our refinery expansion, we must confirm the capacity of a schedule-80 crude-oil-desalter wastewater line. It's a 2,500-ft pipeline consisting of two heat exchangers and a mix of 3-in. and 4-in. pipe emptying into a slop-oil decanter operating at 5 psig. We're hoping that capacity can be increased by 25%. We collected some data using existing pressure gauges. An initial hydraulic study with software using equations from Crane Technical Paper No. 410 indicated there is an "extra" 65 psi when 125 gal/min of brine flows at 160 psig. However, another study done using different Crane-based software gave about-50-psig extra pressure. How could two programs produce such different results?
Send us your comments, suggestions or solutions for this question by July 8, 2011. We'll include as many of them as possible in the August 2011 issue and all on chemicalprocessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 555 W. Pierce Road, Suite 301, Itasca, IL 60143. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you'd like to pose to our readers, send it along and we'll be pleased to consider it for publication.