A pilot plant usually plays a key role in process development by providing essential data related to operation, safety, scale-up and other issues. Of course, the value of the pilot plant depends upon the validity of the data captured. Planned experiments are crucial to gathering meaningful data. Identifying variables in advance and controlling them during runs must underpin efforts.
Changing one factor at a time rarely is effective because it requires a large number of runs and fails to reveal factor interactions. On the other hand, managing multiple factors demands discipline. Thinking about interactions between factors encourages thorough upfront research and consideration of actual causality, which frequently is nonlinear. The gold standard is design of experiments (DOE), a process in which you define factors to manipulate and responses to measure, and then use statistical analysis to define the relationship between the results and factors to determine whether or not the results are statistically significant.
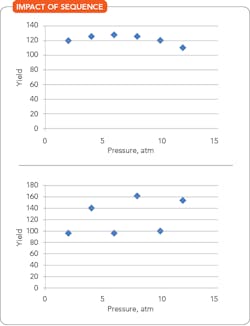
Whenever possible, randomize the manipulation of factors. The example shown in Figure 1 demonstrates why this is important. Let’s suppose we’re testing a catalyst for making product at various pressures. In this case, it’s a lot easier when running experiments to start at low pressure and then progressively raise the pressure. Ordering the experiments this way provides the smooth curve shown in the top graph in Figure 1 and leads us to conclude that the optimum yield occurs at around 6 atm. What we didn’t realize was that catalyst activity was decreasing with time. Running the test in random order of pressure gives the graph shown on the bottom of Figure 1. It clearly indicates that one or more factors besides pressure are playing an important role.
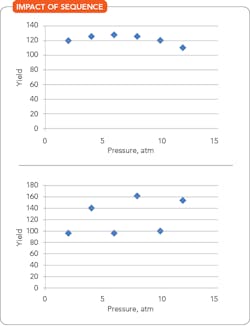
Figure 1. Runs covered in the top graph used progressively increasing pressure while those in the bottom graph randomized the order of the pressure.
Real-World Examples
Let’s now look at several actual applications of DOE in pilot plants to quantify the effects of factors, singly and in combination, while ensuring the statistical validity of the results. All these examples used Design-Expert software from Stat-Ease, Inc.
Our first case involves a pilot plant designed to study carbon sequestration using an organic compound to absorb CO2 from flue gas. During early runs, a white precipitate formed under certain conditions. Engineers used DOE to manage a series of tests aimed at revealing under what conditions the precipitate would form. The runs showed that controlling the amount of water used in the reaction could eliminate the precipitate. Furthermore, optimizing the water content also boosted the capability of the process to capture CO2. The result was a significant increase in the performance/cost ratio of the new process.
The second example relates to a pilot plant to optimize an oil-mist recovery system for improving the efficiency of a large power plant. A literature search revealed that product collection most likely depended upon velocities and pressure drops and was nonlinear in its response. However, raising the pressure increases the amount of energy required to operate the recovery system, which, in turn, boosts operating costs. DOE was used to model the sample density (the inverse of product recovery) as a function of the differential pressure and the spray volume. As Figure 2 shows, the results identified interactions between the factors that would have made optimizing their values impossible by testing each variable in isolation. With DOE, engineers found the lowest possible pressure drop that provided a suitably high yield while running the minimum number of tests.
Our third case focuses on evaluating a new catalyst for a process to convert syngas to alcohol that could be used as fuel. The pilot plant had to assess many factors — e.g., the H2/CO ratio, temperature, gas hourly space velocity (a measure of how fast gas flows over the catalyst) and the proportion of gas recycled. Optimizing alcohol yield was the key goal but other issues included the proportion of methanol to ethanol, tail-gas composition and the rate at which the catalyst degrades. DOE optimized the performance of the catalyst and led to development of a new method to prevent catalyst degradation. The catalyst itself turned out not to be viable; however, the patent on the method to stop deactivation of the catalyst was sold for several million dollars.
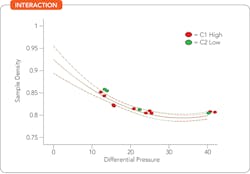
Figure 2. Design of experiments shows a nonlinear relationship between differential pressure and sample density in oil-mist recovery system.
Our last example illustrates the downside of ignoring DOE. A company developing a device to improve ethanol yield performed trials without using DOE at several operating plants. Because of the promising results achieved, the firm brought the device to market and sold several large systems. Unfortunately, their performance didn’t measure up to the trials. So, at this point, the company re-ran the tests using DOE and discovered the original positive results couldn’t be reproduced and most likely were just statistical noise. The designed experiment showed the new device actually had a negative impact on the process. The vendor abandoned the market at considerable expense but DOE saved the firm from wasting additional money trying to reproduce the original positive results. As this application demonstrates, poorly designed and executed trials can have very negative consequences.
Profit From DOE
Pilot plants are expensive to operate, so it’s important to gain understanding from them in the minimum amount of time. In addition, ensuring the insights gleaned from the pilot plant are valid and reproducible is absolutely essential. DOE can help pilot plant operators address both of these challenges. A designed experiment minimizes the number of runs required to determine the relationship between the factors and the responses. At the same time, DOE provides the rigor that establishes benefit/risk relationships with statistical validity, giving the precision and accuracy needed for making decisions about commercial plant investments.
RON STITES is managing member of Stites & Associates, LLC, Brighton, Colo. E-mail him at [email protected].