Take a Different Look at Centrifugal Pumps
Often, critical understanding of a system comes from turning the common analysis on its head. With centrifugal pumps, this means thinking that flow results from back-pressure on the pump discharge, not that pump discharge pressure varies with flow rate.
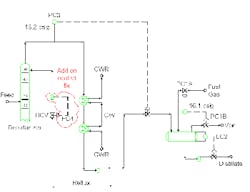
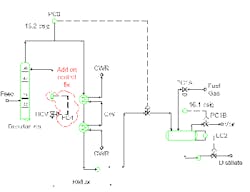
[pullquote]This unconventional approach was crucial in addressing a troublesome control system for the overhead of a natural gas liquids plant's debutanizer, which goes to an accumulator downstream of a reflux pump (Figure 1). Varying the rate of liquid product controls tower pressure. A dual-range controller handles the reflux drum pressure -- one valve lets in fuel gas to pressurize the system when pressure drops, another vents the drum when pressure rises to too high a level.
This rather odd system did not work. The reflux pump cavitated all the time and pressure control was erratic.
The owner, which acquired the unit during a company buy-out, lacked tower drawings, exchanger information, pump curves, control valve information and historical operating data. Current operating personnel had no experience with the unit and never had seen it work stably.
Lack of information doesn't justify ignoring the problem. So, let's examine this system's fundamentals and explore the most serious shortcomings.
Centrifugal analysis starts by looking at two things: the system curve and the pump curve. The system curve is the head loss required versus flow rate through the system. The pump curve is the dynamic head generated by the centrifugal pump. The intersection of the system and pump curves defines the flow rate the system will get.
We most commonly attain the required flow rate by adjusting the system curve by adding an extra pressure drop via a control valve. Alternatively, we can change the pump curve using an adjustable speed drive.
In Figure 1, the reflux control valve is a hand-operated control valve (HCV). The reflux system doesn't include an automated pressure drop. It essentially has a fixed system curve. This brings us to thinking about the pump operation: pump flow stems from back-pressure on the pump.
Now, let's consider the tower pressure-control system. PC3 adjusts the product flow out of the system with the intent of changing the liquid level in the condensers. Varying wetted condenser area on the process side allows for pressure control. This is a simple, fast-acting and effective system for total condensation services.
Meanwhile, the product drum pressure-control system maintains a constant destination pressure for the net product from the reflux pump.
The static head to the top of the tower far exceeds the pressure change between the tower and product drum.
The problem comes from how the systems interact. The pressure control system requires level to exist somewhere up in the heat exchangers. Think of the exchangers and piping as a tall narrow vessel -- if more liquid exits a vessel than goes in, the level drops, and vice versa. The pressure control system should perform similarly to a tight level control system.
The system curve for the reflux stream includes two components: static head and system pressure drop. Static head doesn't change with flow rate, but system pressure drop does. If static head makes up most of the system curve, the curve is relatively flat. Flat system curves create large flow rate changes from small pressure drop changes.
The flow rate out of the vessel (heat exchangers and piping) is very sensitive to changes in the HCV position. The HCV's purpose is to generate enough pressure drop in the reflux line so the unit can operate in a sweet spot where the pressure control system will work. In this case, we suspect the sweet spot is too small. The back-pressure on the pump imposed by the HCV usually is too low. At low back-pressure the pump capacity exceeds the liquid rate. More liquid is leaving the vessel (heat exchangers and piping) than going in. Liquid level drops quickly. Finally, the pump cavitates.
How can we address this problem?
One way is to try to put as much dynamic pressure drop on the HCV as tolerable. This makes the reflux system curve steeper, which gives more stable control. This is cheap and quick.
A second, and better, approach automates the HCV. Control systems should transfer a disturbance from where it's important to where it's not. What's important here is the flow rate out of the "vessel" -- so we can maintain tight level control. We must move the disturbance to something unimportant. Many different configurations are possible. The cloud in Figure 1 shows one of the simplest and easiest options. A strap-on ultrasonic flow meter along with a bolt-on actuator on the HCV enables fully automated control of the overhead system. The disturbance now is in the valve pressure drop -- an unimportant spot.
There are other ways to approach this problem. But a fundamental understanding of the system comes from looking at the pump backwards.
ANDREW SLOLEY is a Chemical Processing Contributing Editor. You can e-mail him at [email protected]