A Strategic Approach for Upgrading Process Control Systems, Part 2
Migration could be the biggest single issue many process and batch automation system end users face today. ARC Advisory Group estimates that the combined value of the installed base of automation systems now reaching the end of their useful lives is approximately $65 billion. This represents a big opportunity for end users in the chemical process industries and their automation suppliers alike.
In Part 1 of this three-part series, we discussed the driving forces for system migration. Here, in Part 2, we discuss several different approaches and the respective benefits and challenges of each approach.
[pullquote]
Control System Migration Alternatives
When upgrading an outdated system, end users face a difficult choice – should they replace the system wholesale, or in phases over time? The single total replacement option for migration or upgrade involves replacing the entire outdated infrastructure all at once, eliminating all existing control system equipment and installing new equipment. Phased migration, on the other hand, involves a gradual migration over a predefined period, using a phased approach. The former can be more costly in terms of initial cost layout for hardware, software, labor, downtime and training. It can also involve the greatest amount of risk because you cannot go back to the old system if the new system does not perform as anticipated.
Rip and Replace versus Phased Migration
Operational or commercial requirements often force owner-operators to consider either a wholesale “rip and replace” migration, characterized by a single project event where the legacy system is removed and the target system is installed, or a “phased” migration where different levels of the legacy system are replaced by levels of the target system in phases over time.
[javascriptSnippet ]
Wholesale migration is straightforward and relatively simple to execute because it takes place in a single event. It will probably include a combination of primary alternatives, but is usually performed during a planned shutdown, with no need to accommodate intermediate components of the target system.
The hardware infrastructure, including wiring and I/O, can become embedded in the plant, making it very difficult and cost prohibitive to do a wholesale replacement of the system. Users also invest thousands of man-hours developing control code, graphics and documentation. Some form of intellectual property, whether it is a plant asset-management or information-management system, is also typically incorporated. Single total replacement makes it difficult to preserve this investment.
There are cases, however, where the user may want to consider a single total replacement approach. Primary factors driving this approach include availability of a time window during the regularly scheduled turnaround, the type of manufacturing process involved and the experience of the supplier and/or the system integrator partner involved in the project. When the circumstances are right, a single total replacement can be the fastest and possibly the least costly option because there is less downtime and less redundant labor compared to the aggregate cost of system evolution or migration in multiple phases. Another potential benefit of single total replacement is that it ensures a single, current generation of system and the associated reduced total cost of ownership (TCO).
Migration During Scheduled Turnarounds
If you plan to do your migration project during a scheduled turnaround, the space between shutdowns could turn out to be a serious issue. If you do a phased migration during scheduled shutdowns, but your plant only shuts down once every two years, your migration project will probably be obsolete once it is complete. Unless the migration can be accomplished with no downtime as a hot cutover (or at a time outside of the scheduled shutdown), the single total replacement approach could be justified.
Manufacturing Process Dictates Approach
The type of manufacturing process can also dictate the appropriate migration strategy. For example, many batch process manufacturers have facilities with multiple production trains and a common preparation area. These multiple processing lines can also have dedicated finishing areas for each train. In many cases, the trains are flexible enough so that multiple products can be made on any train and turnarounds on these kinds of processing lines can be very infrequent, along the lines of every two years or so.
In these situations, a phased migration approach is normally preferred because risk can be distributed. Here, a phased migration approach would theoretically start with a cold cutover at the common preparation area along with the first train during the first turnaround, with the subsequent trains migrated during later turnarounds. This assumes that subsequent trains will be upgraded progressively faster and with less cost because of experience gained in the previous phases in the form of reusable processes end engineering.
With turnarounds occurring every two years, however, for a process that consisted of four trains or more, it would be almost a decade before the entire migration project could be completed, and the first phase of the migration project would already be well out of date. This would result in each train having a different generation of automation. In cases like this, a combination of cold cutover for the first train, followed by subsequent hot cutovers could allow the overall migration to be completed in a shorter time.
Many of the potential benefits of the migration, such as adoption of standards like ISA 88 and IEC 1131, will only be partially realized. For many types of facilities, a phased migration utilizing a hot cutover while the plant is still running is the best and only viable strategy. For example, most corn processing plants typically have over 10,000 I/O points and run 24x7x365 days a year to remain competitive. Many food manufacturing plants have limited technical resources and limited available capital, making a single total replacement unfeasible. Total replacement is also not viable in most pharmaceutical plants due to the extensive time and high cost required to validate the new system.
Supplier and Engineering Partner Expertise Determines Success
Choosing between phased or single total replacement migrations also depends upon the user’s supplier and engineering partners. Users should evaluate the level of experience of the supplier or engineering firm on similar projects. The opportunity to reduce risk is directly proportional to the applicability of lessons learned, relevance of previous work processes and documentation, amount of reusable engineering, and level of success on previous projects with the same or similar clients. Each case is unique, but given a high level of reusability from past successful projects, the single project approach can provide the best business proposition.
Hot Cutover versus Downtime Migration
Regardless of the method of migration chosen, users must keep the overall goal of achieving maximum business value in mind. This means both minimizing risk and reducing downtime to as close to zero as possible. This involves significant preparation, planning and testing. Tasks like database and graphics conversion should be as automated as much as possible, and the supplier should offer both tools and services that speed conversion to the greatest possible extent. Converting legacy sequence code is more problematic and needs to be addressed on an individual supplier basis.
More importantly, end users should not just view the migration as a like-for-like functional replacement. One of the primary goals in implementing the new system should be to leverage new capabilities. These can include object technology, global data access, standard fieldbuses and asset management. These opportunities should be identified and planned for before system implementation.
Factory acceptance testing should be performed before shipment to ensure that the system and database conversion procedures have been conducted properly. The real key to avoiding downtime, however, is to install the new control system in parallel with the existing system. With everything tested and in place, the switchover to the new system can be accomplished in a matter of hours or with no downtime whatsoever.
End Users Experience Success in Real-World Applications
Several process industry end users have experienced great success with shorter turnaround times. A major chemical plant migrated two production units incorporating over 2,000 I/O in a total of three days from shutdown to installation, loop checkout and startup. A major pulp & paper mill migrated a system consisting of close to 2,000 I/O in less than one day. A major refiner recently completed a zero downtime hot cutover to a new fieldbus-based system from a legacy pneumatic system. Of course, hot cutover may not be possible in all instances. The ability to do a hot cutover depends on the legacy system being replaced as well as adequate space. For example, it is easier to do a hot cutover with a very old analog or pneumatic system where practically no elements of the old system are being preserved, or in a batch process with multiple phases and one where one phase of the system can be started up while the process phase is idle.
Primary Migration Alternatives
Several approaches to migration are available today. These approaches usually vary according to the level of functionality to be provided in the target automation system. When choosing a migration approach, there are several possibilities, each with its own particular strengths and weaknesses. Usually, the first consideration is whether to stay with the incumbent supplier or move to a different supplier. Staying with the current supplier is often the easiest migration to perform, especially if the incumbent remains a good business partner.
Approaches
Five basic migration approaches and combinations are possible:
• Replacement
• Gateways
• I/O connect and wiring kits
• I/O substitution, and
• Encapsulation
How much of the system you want to replace will largely dictate the approach. The decision to stay with your existing supplier or migrate to a new supplier will also influence the approach you ultimately choose.
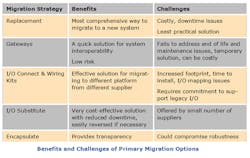
Replacement: The first and most obvious is the bulldozer style of migration. This eliminates all existing control system equipment and replaces it with new equipment. This is the most costly in terms of hardware, software, labor, downtime and training. It also involves the greatest amount of risk because you cannot go back to the old system if the new system does not perform as anticipated.
Gateways: Gateways are a well-established way of linking one control system to another. From a functional view, gateways can project added functionality; both from the legacy system to the target system and from the target system back to the legacy system. From a logical view, gateways perform protocol translation and throughput normalization.
I/O Connect and Wiring Kits: Many suppliers offer to migrate to a new system while preserving the user’s existing I/O terminations and field wiring. Cabling solutions, otherwise known as wiring kits, involve mapping I/O from the existing termination assemblies to the new system through the new I/O. Suppliers also offer direct I/O bus interfaces that allow users to keep their legacy I/O while moving to a new control platform. While this preserves the user’s investment in legacy I/O terminations and infra-structure, installation can take a long time and involves an increased footprint and possible problems in I/O mapping.
I/O Substitution: An alternate approach is to offer I/O cards that fit the installed system’s form factor, allowing the user to migrate to a new system with no changes in wiring, installed cabinetry or hardware infrastructure. This can be a very cost-effective option, but not one offered by all suppliers.
Encapsulation: Most suppliers also offer a software component solution that provides code translation or object wrapping. These solutions can be based on technologies such as OPC or more proprietary in nature. This approach is functionally similar to a gateway. Suppliers with OPC offerings usually add their own proprietary extensions that provide additional security and/or reliability.
The Cost of Change
To get a perspective on the costs associated with different migration strategies, consider the relative costs in a typical system. We’ve based the following on a survey of ARC users. On a typical installed project:
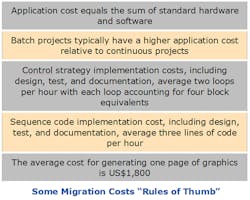
• The application cost equals the sum of standard hardware and software. It is typically more on a batch project and somewhat less on a continuous project. For estimation purposes, the cost to implement control function blocks averages one man-hour for every two loops, with each loop accounting for four block equivalents. This includes design, test and documentation. The cost to implement sequence code equals one man-hour for every three lines of code. This also includes design, test and documentation. The average cost for generating one page of graphics is $1,800.
• Installation cost, not including installing field wiring and field devices, equals the sum of the standard products and the application. This does not include workstations, servers and so on. It also assumes typical labor rates and site conditions apply. If not, this price could be considerable higher.
• In a tag-based system, there is an additional cost associated with re-linking modules and graphics. If the target system utilizes object management and late binding technology, linking is automatic and thus not an issue. Object-based systems also have a number of other advantages that are outside the scope of this report.
• Don’t forget the automation bus. If the legacy system is token or proprietary and the target system is Ethernet-based (as most are), there will be added expense.
• Field wiring and field device commissioning costs can be significant in a migration project. Because this is very site- and application-dependent, it is impossible to provide cost guidelines in this document. Anything that can be done to minimize this cost will be well worth the effort.
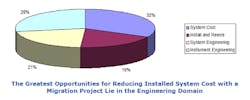
Standard hardware and software represent only about 25 percent of a typical project. Application development accounts for at least 25 percent or more. For continuous process applications, you will be primarily interested in the supplier’s ability to translate the legacy control block set into the target system’s block set. If this capability is missing, users are given a guideline to calculate the impact.
For batch process applications, you will be primarily interested in the supplier’s ability to translate the legacy system’s sequence logic to the target system’s sequence logic. This will probably be less of an issue because sequence logic is usually based on a standard language such as BASIC or Pascal. If this capability is missing, users are given a guideline to calculate the impact.
The Greatest Opportunities for Reducing Installed System Cost with a Migration Project Lie in the Engineering Domain
By far, the largest costs are in installation, fieldwork and field wiring. When defining your migration strategy and selection strategies, you should give precedence to choices that minimally impact these areas. It may be a lost opportunity if you do not use the opportunity of a migration project to consider the benefits of standard networks and buses. All suppliers offer standard buses. Evaluate how your requirements can be addressed. Remember, the majority of the benefits you will receive are lifecycle benefits.
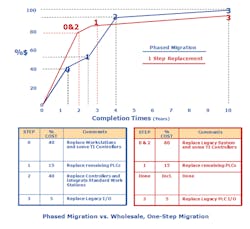
Cash Flow Analysis
You might not expect to see cash flow analysis as a topic in a discussion on migration issues. However, when deciding between a wholesale (one-step) migration and a phased approach, there can be a significant difference in net present value. This is primarily because the wholesale approach is front loaded relative to costs, and the phased approach is more back loaded. If the migration is being done because the legacy system cannot deliver the target system’s capabilities, the situation is reversed because you would get the value earlier and longer, rather than later. The earlier figure of a hypothetical migration case illustrates the difference.
This is the second in a three-part series on optimizing process control system migration projects. For more information about the forum and related ARC research, readers can visit www.arcweb.com.

