Process Puzzler: Are Relief Revisions Reasonable?
This Month’s Puzzler
We completed an engineering package for a de-ethanizer system that is part of an overall expansion of a refinery (see figure). This involved replacing some lower trays because of fouling and capacity limitations and repairing corrosion in the feed tray and tubes in the air heat exchanger and water condenser. Construction is done. However, the pressure relief system — I did its initial design a few years ago but that has been significantly modified — troubles me.
I noticed the following changes to my design: 1) a block valve was added in front and back of the water (thermal) expansion relief valve (RV); 2) that valve is upside down and someone left the cap at the discharge; 3) the RVs that were located on the reboiler, condensate knockout drum, condensate tank and water condenser have been removed and capped; 4) the pilot RV has been moved from the top of the vessel to the condensate pipe; 5) an isolation valve has been added to a long inlet pipe and the discharge pipe was extended to a duct leading to the flare stack; and 6) the reboiler RV has been replaced by a restrictive orifice on the steam supply (or so I am told by one of the client’s engineers working on the project). These changes really concern me, not the least because my name is on the calculations if something goes wrong.
My managers are telling me the refinery is happy and, so, not to rock the boat.
What do you think? What should I do? Should I ask for the new calculations for my files?
Put Concerns In Writing
Based on the limited details shown in the figure, the engineer has every cause to be worried. The refinery will be “happy” right up until the moment something overpressures and explodes and, then, will be most unhappy indeed.
While the additional block valves may not be a problem if they are full bore and locked open, the combination of eliminated relief valves, incorrect installations, and additional inlet and outlet piping pressure drops could conspire to provide inadequate vent relief and pose a very dangerous situation.
As an employee of the engineering firm, the author is in a delicate situation but the risk to life as well as the potential liability to his company and himself force a response. I would suggest he start by reviewing his concerns in detail with his manager and ask for a current piping and instrumentation diagram from the refinery to confirm his suspicions. If the installations are as bad as described, then the concerns have to be raised to the plant in writing. It is possible that the revised installation has taken into account all of the changes and the plant is still protected. However, if the protection is inadequate, the refinery likely will be happy to identify the problem before it causes a major incident.
P. Hunter Vegas P.E., project engineering manager,
Wunderlich-Malec Engineering, Kernersville, N.C.
Review Key Documents
At the top level, the problem brings up two issues:
1. Contractual/legal obligations. If the contract scope is limited to the work you performed earlier, it may not extend to the changes made by the plant subsequent to completion of your work. However, professional ethics and safety concerns would suggest that you raise the relevant safety concern.
2. Process safety perspective. Management of change (MOC) is a vital step and documents should show that MOC had been performed prior to making changes.
Turning to specifics:
• One change involves upstream and downstream block valves on a relief valve (RV). Although this practice is not extensively practiced at plants, offshore and pipeline facilities often install these valves. Of course, they are full port and lock-open (or car-seal open); the plant should have proper procedures for inspection, maintenance and recordkeeping. If this change (installation of block valves) is precedent-setting for that facility, operators should be trained on the isolation and maintenance procedures.
• Regarding capping or eliminating an RV, the need, sizing and installation of relief valves are based on careful consideration of overpressure scenarios (API-520/521; ASME VIII). If an analysis of scenarios shows that the scenario is impossible, then it would be appropriate to eliminate the RV. Experienced engineers consider all operating modes such as startup, normal operation, shutdown or abnormal operations before deciding to eliminate an RV.
• An upside down valve may have been installed to improve accessibility. On the other hand, an upside down installation could lead to dirt and trash build up in the bonnet and generally should be avoided.
• In moving the RV from top of the vessel to downstream condensate pipe, consider the pressure drop in the inlet side of the RV because excessive pressure drop could prevent the RV from protecting the tank. API guidelines suggest inlet pressure drop should not exceed 3% of the RV set point (3% inlet and 10% outlet rule, for a conventional RV).
• For the restriction orifice, you must make sure that all operating scenarios have been considered and have shown that operating pressure will not exceed allowable pressure.
• Because many changes have been made, a comprehensive assessment should be considered to identify potential hazards, if no MOCs had been performed for RV changes.
GC Shah, Consultant
Houston, Texas
Respond Carefully
Changing an engineer’s design without prior approval is a path fraught with land mines. Companies do it all the time, though, and it generally is to blame for many failures. Of course, that doesn’t stop the managers responsible for the change from trying to blame the engineer. If the engineer happens to work at an engineering company, that firm might fire the person just to please the client. That’s a practice that upper management should discourage by requiring a full investigation of all incidents and, to go further, mandating in the first place a sign-off on the change by the engineer.
Your job now is to recommend a fix for the mistakes you can fix and to document the ones that require additional money; first, you must secure your funding from the refinery to do the work.
Upside down valves can be turned right side up. Use industrial guidance and standards to defend this change. ASME Section VIII, Appendix M12 says that relief valves (RVs) are to be mounted in a vertical orientation. Here’s one from industry. Of course, these are considered recommendations by some in industry but a lawyer would look stupid arguing that in a court of law.
Car-sealing open the inlet and outlet valves is acceptable provided the valves themselves meet code requirements. The U.S. Occupational Safety and Health Administration (OSHA) and insurance companies are a little less forgiving about this kind of oversight. At least car-sealing is a cheap fix. You can defend this by referencing ASME Section VIII, Appendix M5 and M6. Three requirements are, well, set in stone: 1) valves must be the same size as the inlet or outlet — relief valve inlets are generally smaller than outlets; 2) “Block valves must be full-bore,” i.e., ball valves; and 3) inlet and outlet valves must be interlocked.
UG-125, ASME Section VIII requires a pressure relief device for each individual pressure vessel. So, as designed, the de-ethanizer system violates code. I’m pretty sure the insurance company will notice this. Again, this only is recommended practice but your lawyer probably won’t get far arguing that case either. The good news is that installing an RV on a pressure vessel is easy because vessel designs generally plan for it, even if a company refuses to add a nozzle; vessel makers know better. Usually, you can add a nozzle to a large pipe more easily than to a pressure vessel, so that’s another solution.
As for the reboiler RV, reinstall it immediately — make that a priority. An orifice plate on the steam supply won’t help a bit if there is a fire.
A pilot RV is a tricky design; moving the valve can affect its operation dramatically. A redesign is necessary.
Politically, your situation is very difficult and one I’ve faced a few times in my career. You might consider going to the insurance company directly if it looks like you’re going to be made the scapegoat. OSHA will refer you back to the state office, so you’d better know what the state rules are. In Kentucky, I was surprised to find that they didn’t accept complaints from ex-employees.
Dirk Willard, consultant
Wooster, Ohio
February’s Puzzler
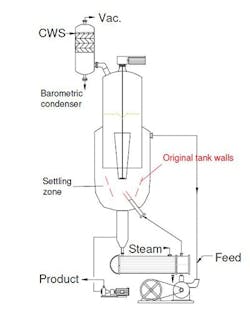
We replaced our draft-tube baffle crystallizer for borax (Figure 1) six months ago and have suffered a slew of severe problems ever since. Fortunately, the downstream wash-crystallizer can make up some of the production. However, we’re under the gun to fix this as soon as possible because we’re planning to increase plant capacity.
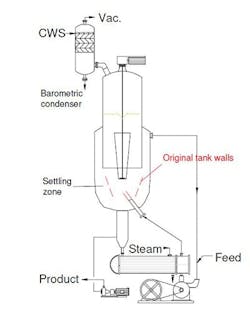
Figure 1. Scale up has led to operational nightmares in a variety of areas.
We’re seeing severe corrosion in the propeller; fouling in the draft tube; build-up in the elutriation leg above the steam heat exchanger; fouling in the level measurement float in the settling area; and scaling in the bottoms heater.
Looking at the scant files the corporate engineer left behind makes me concerned. The goal of the project was to increase the output of the crystallizer 50%. This was met in a peculiar way: 1) the volume of the settling area was raised without increasing the agitator power or impeller; 2) the cooling water goes through the same control valve although the coil in the condenser is larger; 3) the volume of the condenser only has been boosted by about 30%; 4) the crystals are larger than desirable, and our product pump is tripping frequently — erosion destroyed the new pump in 8 weeks; 5) now, we’re concerned about the feed pump; 6) steam fouling is much worse but we haven’t changed the water treatment in the boiler; and 7) the clarifier (the narrow area between the inner and outer wall) has fouled four times in six months.
Corporate has clammed up. However, I am getting help from the company that built the original crystallizer. It says the design of the new unit, which was built overseas, is a mess but can be modified to work.
Is the crystallizer company just bad-mouthing the competition or do you think it can fix the unit? Do you suggest any changes to the setup? Should we go to the fabricator of the new unit to try to get it to address the problems under warranty? What else should we consider?
Send us your comments, suggestions or solutions for this question by December 11, 2020. We’ll include as many of them as possible in the February 2021 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.