Handling the Heat
High-temperature-resistant fiber reinforced plastics (FRP) commonly are used in gas scrubbers to remove acidic byproducts and other pollutants from the flue gas. Additionally, epoxy vinyl ester resins (EVERs) are used as matrices in composite applications in which resistance to corrosive environments and excellent mechanical and thermal performance are major property requirements.
For economic reasons, plants have a strong interest in using FRP in parts that are exposed to a corrosive environment and high temperatures. Recent advances in "high-temperature" novolac-based EVERs have provided an almost 68F (20C) increase in heat resistance compared to the established novolac-based resins. This increased resistance allows the resins to be used under a 390F (200C) operating temperature.
Scrubber concerns
Incinerator systems often require the hot gases to be cooled and fed into a quench chamber. There, the gas is sprayed with water to reduce the temperature from approximately 430F (220C) (with the possibility of occasional peaks as high as 535F/280C) to approximately 140F (60C). When the gas enters the scrubbing vessel, it undergoes a washing cycle. Because combustion gases commonly are acidic, the first washing cycle liquid normally is a base, followed by either an acid or a pure-water wash stage.
The gas often contains strong, highly corrosive mineral acids such as sulfuric, hydrochloric and hydrofluoric acids. While the gases are sprayed with water ," at near-to-ambient temperature ," the containment wall materials are intermittently splashed with water, exposing the vessel materials to a hot, wet corrosive atmosphere. The gases can experience thermal shocks caused by the cooling effect of the water and the heating effect of the gases.
Material options
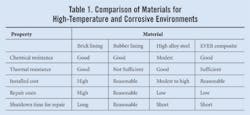
Design engineers have evaluated the performance of a number of construction materials under these severe-service conditions.
Although rubber linings resist corrosion and thermal shock, the high temperatures lead to the rubber's degradation.
High-nickel-content alloys also have been used. In the short term, these alloys show a strong resistance to heat and thermal shock, but do not hold up to the hot, wet mineral acid attack in the long term, resulting in short life spans. High-nickel alloys often last only one year before severe corrosion of the vessel walls occurs.
Brick lining is the traditional material of choice because it resists the acids, the heat and the thermal shock. However, brick lining is very expensive. Repairs are costly and time consuming.
FRP-based systems using the standard novolac EVERs resist corrosive environments and thermal shocks; however, these systems are challenged by the temperature requirements of the application. The new novolac EVER discussed previously has a higher thermal resistance, opening a new application window for FRP in scrubber applications.
Table 1 summarizes the performance of these four material options.
Attaining a successful FRP design
Many design options are available. While such options depend, in part, on geometry and design conditions (including upset temperature for short interval), they can include:
Full (glass-reinforced) laminate.
Laminate with one or more thermal insulation barriers (e.g., air annulus).
Loose liners.
Highly conductive carbon fiber reinforcement or weakly conductive glass fiber reinforcement.
Protective surface veil and/or chemical-resistant barrier.
Standard resin or resin with conductive filler (e.g., graphite aimed to give improved thermal conductivity).
Years of study and the testing of a significant number of applications with high temperatures have strongly suggested that the prerequisites for a successful economic design are the combined experience and cooperation of the resin manufacture, FRP fabricator, engineering contractor and end-user.*
To develop a successful FRP application, the plant must locate a suitable resin and a suitable laminate design, and must consider temperature distribution through the laminate.
EVERs, based on epoxy resins, are modified to allow the resins to be handled and cured by the same methods as traditional unsaturated polyester (UP) resins ," i.e., via a free-radical mechanism with styrene as the co-curing monomer. The use of the epoxy structure gives the final cured resin its high performance and the cure characteristics of UP resins.
EVERs, when cured, contain terminal cross-linking sites, allowing the whole length of the polymer to stretch and uncoil when stressed. This capability makes EVER-based composite moldings tougher and more resistant to thermal and mechanical shock. Unlike EVERs, UP resins cross-link along the length of the entire chain, making them less resistant to stresses and more brittle.
The new resin
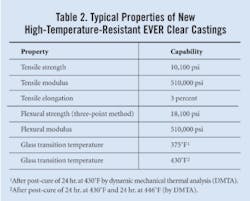
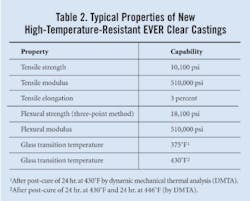
The recently commercialized resin discussed previously offers an increase in the glass transition temperature (Tg) to 375F (190C) and to 390F (200C) after post-cure. This temperature capability compares favorably to widely used novolac EVERs with a Tg of 330F (165C). The new resin's molecular backbone was altered to optimize heat resistance, adapting the co-monomer ratio to the needs of the application.
The resin has an epoxy novolac structure and chemical resistance characteristics comparable to resins currently in use. The key difference, however, centers on the acid resistance increase, which makes the new resin highly suitable for use in corrosive environments, including those conditions typically found in the gas inlet sections of scrubbers.
The resin's higher Tg makes it suitable for service in contact with gas temperatures as high as 410F (210C). It has a 3 percent tensile elongation and can easily withstand the cyclic stress induced by the thermal shocks typically found in scrubber quench applications. Table 2 summarizes these resin properties.
Despite its excellent thermal and mechanical properties and overall positive results in seven years of practical use, the resin is not a solution for all problems with temperature excursions of 390F to 535F (200C to 280C). Like its metal alternatives, the resin has a limited life span; however, in many composite designs, the new EVER composite alternative provides lifetimes that clearly outperform metal alloy alternatives.
Although other high-temperature-resistant resins such as the vinyl ester urethane hybrid and the highly cross-linked UP have been used for temperatures ranging from 320F to 430F (160C to 220C), in some cases these resins could not withstand the service conditions. In fact, in several cases the failed composite designs were re-made in the new novolac EVER. Subsequent field experience demonstrated that the new resin withstood the conditions.
FRP fabricators have invested considerable resources in problematic industrial applications and have found that the optimum balance of mechanical and thermal properties is crucial for a successful design.
Efforts with highly cross-linked resins, aimed to trim the molecular backbone in such a way that a higher thermal resistance is attained at the expense of a decreased elongation, proved in practice to be the wrong approach. The higher elongation of the EVER compared to competitive resins seems crucial in many designs, imparting a lower sensitivity to stress variations resulting from:
Actual thermal gradient.
Thermal shock (either from the process or the fast heat-up/cool-down that results from plant startup and shutdown).
Laminate design
At service temperatures above 340F (170C), higher FRP laminate quality becomes a prerequisite for success. Air bubbles, nonhomogeneous fiber content throughout the laminate and wall-thickness variations (commonly present when nozzles are laminated into the laminate wall and reinforcing rings are laminated onto the part) will result in significant thermal stresses. This could result in delaminations within the laminate during the heat cycle and when thermal shocks occur during service.
For this reason, emphasis is on the fabrication of good-quality laminates. Large wall-thickness variations (e.g., between reinforcing rings and laminate), as well as significant differences in coefficient of expansion (COE) between chemical-resistant layers and structural laminates, need to be prevented.
The laminate design proposed exploits the principle that a gas has a very low heat capacity and that FRP is a heat insulator. These two aspects combined illustrate that although the gas temperature might be high, the gas is unable to transfer sufficient heat to the FRP, keeping the material from reaching the appropriate gas temperature throughout its full thickness.
A laminate design often begins with a heat shield to protect the valuable structural wall of the vessel from excessive heat. The flow of gas through the inlet section is, in many cases, turbulent and often can result in some areas of the vessel becoming hotter than other areas. The difference in temperature will lead to a thermal expansion difference and could result in delamination. Carbon fiber and graphite powder can be included in the design; they will produce improved heat conductivity and allow a more even temperature distribution across the surface of the heat shield.
The thickness of the shield depends on the gas characteristics, but it is generally in the range of 3 millimeters (mm) to 5 mm. It is important for the laminate quality to be nearly perfect, requiring minimal air entrapment. To reach this quality goal, the authors suggest that a suitable air release agent such as BYK A -555 (0.1- 0.3 phr) be used. This additive enhances air release during impregnation of the glass reinforcement. The fiber content also should be watched closely to achieve a homogenous laminate. The authors recommend that highly experienced laminators complete the process.
The heat shield could be followed by an air insulation annulus to reinforce the heat protection afforded to the structural wall. This can be achieved by allowing the heat shield to hang as a loose sleeve, with suitable spacers, to keep it from touching the structural wall of the vessel.
The design is such that the temperature after the heat shield and the air insulation gap must be low enough for the structural wall of the vessel to be made using standard FRP fabrication techniques with standard novolac EVERs.
Laminate temperature distribution
To optimize the protection of the first two layers of the structural wall, the authors conducted a study of heat flow through FRP laminates and developed a computer program that can predict the temperature at any given point in the laminate. Based on the vessel dimensions, gas flow, gas temperature and heat capacity, the temperatures within the laminate can be estimated.
This temperature distribution then can be used to calculate the thickness of the heat shield and air insulation layers required to reach the degree of heat protection needed for the structural wall. The temperature profile also can be used to calculate the average temperature through the thickness of the structural laminate and to predict the need for insulation of the vessel's outer wall.
The following example looks at the temperature distribution through the laminate in more detail. It assumes:
A gas temperature of 430F (220C).
A target FRP surface temperature of 390F (200C).
The thickness of the first protective layer then can be calculated based on the individual application details, but will generally be in the 3-mm to 5-mm range. The temperature behind this layer should be 355F (180C). Again, the computer program can be used to calculate the thickness of the insulating layer, which is typically in the 5-mm to 10-mm range.
The temperature on the interface between this layer and the structural wall should be 300F (150C), which is the heat deflection temperature (HDT) of standard novolac EVERs. The temperature on the outer wall normally will decline to about 175F (80C). The figure illustrates this point.
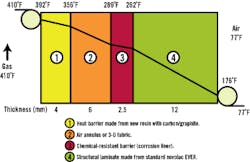
Because the temperature of the FRP is now lower than the HDT or "HDT minus safety margin" of the standard novolac EVERs, the structural wall now can be made using standard techniques.
Conclusion
A suitable resin, a suitable design and good analysis method are the prerequisites for the cost-effective design and manufacture of FRP composites for high-temperature applications, suitable for use at a temperature as high as 420F (220C) in contact with flue gases. The new resin is a novolac EVER with corrosion resistance properties similar to standard novolac EVERs. However, its increased acid resistance allows it to contain the corrosive environments found in the gas inlet sections of scrubbers.
Experience has shown that the use of FRP in applications at temperatures as high as 420F (220C) pushes FRP to the limits of its capabilities. The design and manufacture of such vessels should not be undertaken lightly, and careful consideration must be given to laminate design and quality.
The design of the entire laminate system ," including the use of heat-conductive additives in the liner section, an insulating air gap, and the standard resin structural component ," need to be considered. For a successful application, the resin manufacture, the FRP fabricator, the engineering contractor and the end-user should be involved as early as possible in the project.
|
New EVER in use The following case studies highlight some examples of FRP made with the new novolac EVERs and in use in high-temperature applications.** The continued study of equipment in service has proved invaluable to the authors in determining how the vessels performed and allowed further refinements to be developed and adapted to the systems ," increasing their reliability and longevity. Waste incinerator The quench section for a waste incinerator project in Alkmaar, The Netherlands, has a design temperature of 446F. It operates normally between 392F and 428F. The part is 2 meters (m) in diameter and 3 m long and includes many spray and instrumentation nozzles. Three lines of a similar design operate in parallel. The original piece was installed in 1995. Because of the spray nozzles' positioning, an abnormal degree of thermal shock was induced during service. By mid-1995, some delamination was encountered. The protective shields were redesigned, incorporating the use of carbon/graphite and an insulating air gap. The thickness of the shields also was reviewed before the replacement program began. The first new shield was installed in 1995, and was reported to be in excellent condition during last inspection in mid-1998. The other equipment operating in parallel units also has been adopted to the new design. Chimney liner At a power plant in Simmering, Austria, the chimney liner had an operating temperature of 194F, but could be exposed to a temperature as high as 356F during bypass operation and as high as 392F for as long as three hours. The flue gas included water vapors, sulfur dioxide, nitrogen oxides, hydrochloric acid, hydrofluoric acid, etc. The liner was 4.8 m in diameter by 164 m in height. An FRP liner replaced a double brick liner (about 300-mm thick) with an acid-resistant inner structure. The new composite liner is electrically heated during startup of the power plant to prevent rapid cool-down of the flue gas and condensation of the gas. * *The FRP was made with DERAKANE 470HT novalac EVERs (Trademark of The Dow Chemical Co.). |
*By the authors.
Mason is a senior development specialist at The Dow Chemical Co.'s research facilities in Freeport, Texas. He provides technical support for the DERAKANE EVERs and can be reached at [email protected]. van Buren is a senior development specialist for Dow Deutschland's research facilities in Rheinmanster, Germany, and provides technical support for the DERAKANE EVERs. Contact him at [email protected].