Plump up Your Particles
Agglomeration, or particle size enlargement, is central to many processes. Among the many common applications that benefit from agglomeration are pharmaceutical tablet-making operations; waste dust concentration reductions; filter cake processing; iron ore pellet production and other mineral processing applications; and fertilizer pellet and other basic chemical manufacture.
The pin mixer can be a major piece of equipment, serving as a preconditioner to high-value agglomeration processes. Pin mixers are used for:
Seed formation for pan, drum and other agglomerators.
Premixing of feeds and binders for agglomerators.
Dedusting and improved powder flowability.
Predensification and compaction.
Preagglomeration.
The transport of fines into molds and dies of tableting, pelleting and briquette machines is much more difficult than is the transport of larger particles. The pin mixer makes larger particles and enhances the filling operation of such machines by increasing material flowability into the mold.
The larger particle size also allows the powder to fill more evenly in the mold. The resulting higher porosity permits air to escape upon compression. Trapped air inside a pellet and/or briquette, made from finer material, could cause gas releases that destroy the pellet or briquette.
Pellets pick up dust as they are formed and as they roll, resulting in dedusting of the material. Agglomerates have to form from seeds, which typically are made in pin mixers and become the feed to pan or drum agglomerators. The pin mixer serves as a pre-agglomeration unit in these cases.
In many processes that handle coal fines, fly ash, slag and other waste streams, the pin mixer is the first processing step. Overall, many processes are improved substantially when a pin mixer is incorporated into the processing circuit. Processes handling fly ash and carbon black, for example, can benefit greatly from a pin mixer. Applications for pin mixers continue to grow as they are added into established processes.
Pin mixer operation
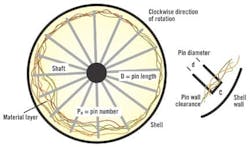
A pin mixer, also called a turbulator in agglomeration circuits, consists of a number of pins placed on a rotating shaft inside a solid cylinder or shell. See Fig. 1.
Figure 1. Pin Mixer
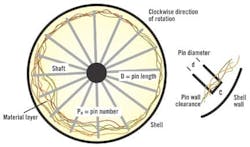
The figure shows the basic design of a typical pin mixer.
The pins extend almost to the wall of the shell, but a clearance remains between the pins and the wall. The shaft rotates at high speeds, e.g., typically between 500 revolutions per minute (rpm) to 1,000 rpm. The hold-up (the amount of material held in the vessel) in pin mixers is very small, and the material's residence time is very short, on the order of three seconds to five seconds. The pin mixer quickly agglomerates powder into small spheres.
In many applications, a liquid sprayed within the vessel acts as a binder. Typically the liquid is water and might contain an additive to bring about the desired effect. The liquid spray typically is applied directly to the agitated bed. When it comes into contact with the particles, the liquid coalesces them into a single mass.
Pin mixer design
The pin mixer's pins can be configured in numerous arrangements, including straight, random or spiral. The spiral arrangement is preferred because it aids the passage of material through the mixer. The random pin arrangement has not been shown to be as effective and, therefore, is not used extensively.
The important design variables for a pin mixer include:
The tip speed of the pins (pND).
The diameter or cross-sectional area of the pins (pd2)/4.
The clearance of the pins from the wall, C.
Where:
N is the rotational speed of the mixer.
D is the length of the pins.
d is the cross-sectional diameter of the pins.
C is the clearance of the pins.
See Fig. 2.
Figure 2. Pin Passing through Material
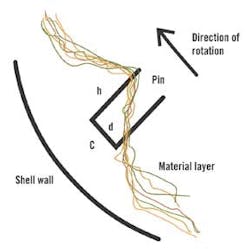
The pin's tip speed, clearance and diameter are important mixer design considerations.
Optimization of a pin mixer's design is difficult, given the variety of solids processed by the mixer. Optimization tends to be process-specific, therefore, and testing is highly recommended before design. Unfortunately, any optimization efforts before action operations might just be guesses.
In general, designs should be as versatile as possible. Pin number, orientation, length and clearance are fixed by the equipment's design. The only variables that can be optimized in the plant are hold-up, feeding rate, rotational speed and possibly equipment tilt. Information-sharing and visits to other facilities using pin mixers are recommended.
Flow behavior
Although the flow inside a pin mixer has not been determined through technical studies, it is assumed that the pin mixer tilt and the pins' rotation move material through the mixer. The material is exposed to the pins' high-speed rotation and thrown to the wall. Consequently, the mixer forms a ring around the wall.
The material essentially is centrifuged to the wall by the pins. The pins impact the material and usually push or pull it through the mixer. This pumping action is enhanced if the pins are orientated in a forward spiral configuration. If rotated backwards, the pins impede material flow unless the shell's tilt causes the material to move forward through the mixer by gravity.
The pins can be pictured as a flat surface moving through the material (Fig. 2). If the material is fluid-like, the pins shear it under and around them. Some particles in the clearance and in front of the pin are caught and broken up by the high shear rates in these zones.
The shearing areas are the pins' tip and the submerged areas. The shear rate is proportional to the pins' rotational speed, N.
Other particles experience a rolling action in the material bank formed in the mixer shell (Fig. 1). This rolling action causes particle growth.
A number of possibilities exist for the material's behavior as it passes through the mixer. If the material is a free-flowing powder, it is likely to roll down the sides of the wall and "rain" from the top of the shell. If it is a paste, the material is likely to do nothing and remain rigid until the next pin passage.
Between the high-shear and low-shear areas of the pin passages, the material might exhibit extremes in behavior, depending on its viscosity, consistency, stickiness and tack. Under high-shear pin conditions, the material might be fluid-like and flow. Under low-shear conditions, the material might set up as a solid again.
The rolling action down the sides of the wall causes particle growth and agglomeration formation. The rolling behavior of particles is again dependent on the nature of the material's properties.
Particle size
If the pins were to perform no destructive actions on the particles in the mixer and the material were to freely roll, particles would grow to sizes determined by roll distance. Roll distance can be characterized as a function of the pins' tip velocity, ND, and material residence time, qR.
Size a roll distance a qR ND (1)
The pins' tip velocity is important because the number of rolls a particle makes is proportional to the rotational speed, N, and the length of each roll is proportional to pin diameter. The residence time is the hold-up volume divided by the feed rate and determines how long the material stays in the pin mixer, or:
Size a (hold-up vol.)(tip speed)/feed rate (2)
Hence, larger particles are made at higher hold-up volumes, faster speeds and lower flow rates. The pin mixer's tilt or angle affects hold-up volume; therefore, it possibly can be used to control agglomerate size.
Because the pins do destroy some particles, the preceding analysis represents a limit. Higher speeds also can result in greater turbulence, higher energy input and greater particle breakage. Therefore, an optimum rotational speed might exist for obtaining the largest agglomerates.
Energy consumption
Energy is consumed in two types of volumes:
Clearance volume: Pn(pd2/4)C.
Volume around the submerged part of the pin in the material.
Where:
Pn is the pin number.
d is the pin diameter.
C is the pin clearance.
The pin is submerged to a height, h, in the material. An equation for the power delivered to the material can be written from Stokes' drag as:
P = Kl Pn (material property)(1+h/d) (pND)2(pd2/4)/C (3)
Where:
Kl is the pin mixer laminar power number.
The material property and the submerged height, h, are the only quantities that are not known. The material property has the same units as the apparent viscosity. By measuring power, operators can monitor both the material property and height.
Another power equation, based on form and skin drag, can be written as:
P = Kt Pn (material property) (1+h/d) (pND)3(pd3/4)/C (4)
Where:
Kt is the pin mixer turbulent power number.
The material property and the submerged height, h, are the only quantities that are not known. The material property has the same units as an effective density.
The height, h, is dependent on hold-up and must include the bank height of the material in front of the pin. Although the height is likely to vary around the perimeter of the shell, an average height for the entire shell can be defined. The residence time, material properties, the Froude number and the tilt of the shell will determine this average.
The relative proportion of clearance volume to submerged volume might be an important variable in operation. It might indicate the ratio of shearing volume to pumping volume. It is also assumed that no energy or power is consumed in moving the surrounding gas stream and that the material being processed is not aerated significantly. Additional power also is consumed in the gearbox, seals and motor, which can be measured by running the pin mixer empty.
Power, material properties and material size
The different types of materials fed to a pin mixer can vary considerably, from semi-liquids, Bingham plastics and semi-solids to free-flowing solids and non-free-flowing solids. If the material flows in a laminar-flow fashion, then an apparent viscosity can be assigned to the material property from power measurements. Power delivered to the material is proportional to the apparent viscosity of the material under laminar flow conditions.
By monitoring power on-line, plant personnel can measure the apparent viscosity on-line. This power signature characterizes the material. If the flow is more turbulent, then power delivered to the flow is roughly proportional to an effective density.
On-line power measurements can be used to determine an effective density. If the material thins or thickens during processing, a switch might occur between the laminar and turbulent regimes.
The greatest determinants of power draw are the flow regime and the phase of the material in a unit. A unit operating at a given capacity can have a dramatic shift in power consumption at the onset of agglomeration. For example, if the process forms agglomerates at 20 percent moisture content, the power will spike considerably as the critical moisture content is approached. The power draw can double with an addition of 1 percent or 2 percent more moisture. Such behavior results from dramatic changes in the material behavior as it goes through a transition.
The mean size and the size distribution of agglomerates obtained from a pin mixer are dependent on the material itself, the initial size distribution, the rotational speed and the machine's tilt. Pins can wear over time and cause differences in performance. Plants can monitor performance using on-line power measurements.
Recycle
The amount of recycle depends on process objectives. If some product were to be back-mixed with the feed and recycled, the size distribution of the feed initially would be larger. The feed also is seeded initially by recycle. The particle size grows through the mixer. However, the shape of the feed distribution likely is to be retained through the mixer to the exit because of the pin mixer's short residence times ," the feed's size distribution does not have sufficient time to change substantially before it leaves the pin mixer.
It might be possible for plants to control the size distribution exiting a pin mixer by controlling the feed distribution. Recycle might offer the opportunity to control the particle size distribution. However, the agglomerates have a certain growth limit. Above that size, the pins break the agglomerates.
Torque and power
If the pin mixer were empty, the start-up torque would be the torque required by the machinery, or a baseline torque. Under full operation, the difference between the torque and the baseline torque would be the torque delivered to the material.
Torque times rotational speed is power. A power meter can be used to measure power delivered to the material. This power is an important operating variable and should be measured continuously for the process. Power vs. time is a power "signature" of the process. This signature can help operators understand the process ," that is, to obtain the material property, the apparent viscosity or effective density of the material and the height, h.
If the pin mixer contains material on startup, difficulties can occur. Solids can fuse together to form "clinkers," a hard crust or a new wall for the vessel.
On startup, some pins might be "frozen" into the solids. This situation can break pins and shafts, and cause high shaft stresses and starting torque on the drive. Plants, therefore, should clean a vessel before equipment startup if the equipment has been idle for significant periods of time and contains solids.
Conclusion
Pin mixers often are overlooked in process design because they and their applications are relatively new. However, as they become more familiar and their capabilities better known, their use will increase ," potentially benefiting a number of higher-value agglomeration processes.
Tatterson is a technical editor with
|
Bibliography Albert, K.B. and D. Langford. "Pelletizing Limestone Fines," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 23, 1993. Beegley, J.H., K.J. Smith and M. Babu. "An Agglomeration Study of High Moisture Synthetic Gypsum," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 25, 1997. Engelleitner, W.H. Method Comparison, Course Notes, "Briquetting, Pelletizing, Extrusion and Fluid Bed/Spray Granulation," Center for Professional Development, 1994. Fish, B. Utilization of Agglomeration Techniques for Reuse of Waste Materials, American Chemical Society Presentation, August 1999. Frye, J.A., W.C. Newton and W.H. Engelleitner. "The Pinmixer ," A Novel Agglomeration Device," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 14, 1975. Ghali, E.S., et al. "A High-Speed Mixer for Continuous Wet Granulation," Pharmaceutical Technology, April 1990. Handbook of Powder Science and Technology Hinkle, R., and J.T. Lowry. "Pelletizing and Recycling of Dust from and to a Lead Glass Furnace," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 23, 1993. Kozicki, C.M. and T.A. Greenwood. "Pin Mixers ," Applications Past and Present," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 25, 1997. Lemke, B. "Preconditioning with a Pin Mixer," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 26, 1999. Pietsch, W. "Evaluation of Parameters for the Selection, Design and Operation of Agglomeration Systems," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 24, 1995. Schwartz, J.B. et al. "Continuous Wet Granulation via a New High Speed Mixer: The Pinmixer," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 21, 1989. Wasson, G. "Coal Dust Reduction ," An Evaluation of Chemical Additives and Application Methods," Proceedings of the Institute of Briquetting and Agglomeration, Vol. 20, 1987. , Second Ed., Chapman & Hall, 1997. |