Solenoid Valve Selection: Don't Be Fooled by Flow Rate

Solenoid valves are widely used throughout the chemical processing industries. However, selecting the best valve for a given application can be difficult. Flow rate, a critical parameter for selection, can be calculated using various approaches. However, many of these methods are imprecise or yield non-dimensional results.
Complicating the situation is the fact that there is no single industry-accepted method for calculating gas flow rates for solenoid valves. Some valve manufacturers experiment with multiple formulas to determine which one will result in the most favorable- looking values for their valves. This practice can confuse end users, wasting time and money and compromising safety and efficiency when the wrong valve is specified.
This article summarizes the key issues involved in selecting solenoid valves for chemical processing applications, and discusses their flow properties and the methods most often used to calculate gas flow rate. In addition, it recommends a two-coefficient formula developed by ISA (Instrumentation, Systems and Automation Society), and shows how to use it to determine the best solenoid valve.
Solenoid valves 101
It is important to point out that in chemical processing applications, solenoid valves typically do not handle the medium directly. In many cases, the valve acts as a safety shutoff device for a larger system. Performance in this capacity is critical. A valve might be in the system but unused for long periods of time, even up to a year. When it is called upon to shut down the system, it must act immediately and predictably.
Solenoid valves use electricity to open and close an orifice in the valve body, allowing or preventing the flow of a given medium. In its simplest form, this type of valve is opened and closed by a plunger that is raised and lowered by the energizing and de-energizing of a solenoid. The magnetic field created by the solenoid's coil turns the plunger's stop into an electromagnet, attracting and raising the steel plunger. A corresponding spring compresses as the orifice opens. Upon de-energizing, the magnetic field is discontinued and the spring returns, forcing the plunger back onto the orifice and shutting off flow.
Solenoid valves can also be used to control or actuate other processes. For example, they can control the movement of other control devices such as large process valves that manage the application's media, or energize components such as desiccant dryers or venting systems, which require air pressure.
The following must be considered when selecting a solenoid valve:
Finally, there is flow rate to consider.
Ups and downs of gas flows
Let's review the basics. Flow rate is the quantity of a medium that passes at a given point during a given period of time. It is measured using the term CV, which represents the quantity of water in gallons per minute that will pass through a valve with a 1 psi (pounds per square inch) pressure drop across it. This measure is used to determine a valve's capacity at higher pressure drops, but also applies to both liquid and gas flows at pressure drops small enough that density changes are negligible.Another, more accurate term for gas flow is "compressible fluid flow." Compressibility refers to a gas' ability to change density with temperature and pressure changes. Flow rates for compressible fluids are significantly more difficult to calculate than those of incompressible fluids, simply because of their properties.
The density of a compressible fluid flow fluctuates a great deal at higher temperatures and, especially, pressures. At lower pressures, the behavior of water, steam or inert gases may be very similar, but it changes wildly for gases when extrapolated to high pressure drops.
In cases in which a flow becomes compressible within the valve, effects might include cavitation, flashing or Mach number effects, making consistency in calculations even more difficult.
Flow path within the valve also can change the CV value (see Fig. 1). A straighter, more direct path means that the medium will have fewer fluid stresses applied to it as it passes through the valve. A tortuous (or convoluted) path will have the opposite effect. In fact, two solenoid valves that are the same in every way except internal construction and flow path can have completely different CV ratings.
Figure 1. Flow Path Determines Rate
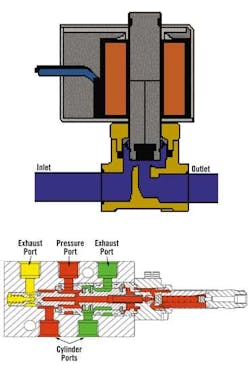
Flow rate in solenoid valves can be affected by a multitude of factors, including internal construction. If a valve's flow path is uncomplicated (top), the medium will flow through it without stress. A tortuous flow path (bottom), as with this five-port valve, will result in a lower flow rate due to greater stress on the medium as it travels through the valve.
Mounting and orientation of the valve, and corresponding gravitational effects, might also affect flow rates for certain solenoid valve types at very low pressure drop conditions.
With all of these potential issues, calculating compressible fluid flow rates for solenoid valves can be tricky. Compounding the confusion is the fact that there are multiple methods by which calculations can be made.
Calculation methods
Downstream pressure: This method is used by the National Fire Protection Association for pneumatic directional control valves. This equation approximates flow through an ideal nozzle. In the valve industry, it often is used to calculate CV for pneumatic directional control valves. However, it can overestimate the choked flow,"the point where decreases in valve outlet pressure cannot cause flow to increase, as commonly seen in ball, butterfly and solenoid valves.
Today, a few methods can be used to calculate compressible fluid flow rate values for solenoid valves:
Average pressure: The mean density equation is derived directly from equations for fluid flow through valves, and, because of its simplicity, is widely used in industry. However, because of the differences between gas and fluid (compressible and incompressible) flows, this equation can significantly overestimate flow for most valve styles, especially at high pressure drops.
Upstream pressure: This equation, like the others, is derived from an equation used for liquid flow. It, therefore, cannot be relied upon to work with choked flow situations. Again, it will overestimate flow for most valve types, especially at high pressure drops, and fail to predict choking.
So, what's the problem?
So, why isn't there a single standard? Solenoid valves are used across a large variety of industries, whose end users are concerned about vastly different things.
These equations are all used extensively by respected organizations and industrial governing bodies. There is nothing inherently wrong about any of them. However, dealing with the specific circumstances of compressible fluid flows and solenoid valves, these equations can provide only a non-dimensional view of flow rate.
However, it is clear that derivations of standard equations for incompressible fluid flow cannot reliably be applied to compressible fluid flows. The unpredictable nature of gases and their density changes means these equations can give inaccurate CV values at high pressure drops. Using these equations where they are best suited, at low pressure drops, gives a more precise, if one-dimensional, view of the valve's capabilities, not ideal for a prospective buyer.
There are other considerations as well. For customers in the chemical processing industries, the CV measurement is typically a benchmark for solenoid valve purchasing. Often, customers familiar with their applications know an approximate CV value needed for a new valve. However, they might be relying on an inaccurate number calculated using any one of the previously discussed methods. A manufacturer should, in this case, work backward with the customer and ask how this estimated CV was determined. If this is the case, the application usually needs to be analyzed again to determine the proper CV so that the manufacturer can apply the correct model valve.
Testing to verify flow rate is always a good idea, especially in chemical processing applications. When a solenoid valve is being used for actuation, the wrong CV can result in vibration or other anomalies in the system. In other cases, a valve may actuate a larger valve irregularly, causing the larger process or control valve to drop too quickly, slowly or forcefully.
Finally, consider the issues that arise for a potential end user trying to choose a new solenoid valve. These equations' non-dimensional views of valves' capabilities can result in incorrect information. Manufacturers can test a valve at a given pressure drop to determine the flow rate at a variety of data points, then plug these into any one of the above-mentioned empirical equations of their choosing to determine a coefficient. This coefficient may not describe the valve in a multi-dimensional way. Take the same valve and calculate different coefficients using the different methods and you could get different, less flattering CV values. A lot of calculations are averaged. It even is possible to rerun tests and calculations until the most favorable numbers are gleaned. Figure 2 demonstrates how even valves with the same nominal CV values might actually prove to have very different flow rates. The valves were made by different manufacturers, noted in the graphs by MFR X and MFR Y.
Figure 2. Big Differences For 0.75Cv Solenoids

Plotted above are flow rate and compressible flow coefficients vs. pressure drop for various valves at 0.75Cv. The valves were made by different manufacturers (designated here as MFR X and Y).
The argument for ISA's two-coefficient equation
The equation is as follows:
ISA developed an equation for determining flow rate that includes a second flow coefficient, XT. This second coefficient is developed specifically to correlate C

V
where:
Q is the flow rate in scfm
CV is the incompressible flow coefficient
PUP s the upstream pressure in psia
TUP is the upstream temperature in °F
SG is the specific gravity of the gas relative to air at standard conditions
Y is the expansion factor defined by:
with choked flow situations exclusive to compressible fluid flows, thereby eliminating some of the inaccuracies of the other, derived methods. Typical values of XT for solenoid valves can range from 0.25 to 0.5, the lower value applying to valves with more tortuous flow paths. While the type of flow path can provide an approximate value for XT, compressible flow testing is the best method to determine actual values.
where:
X is the non,"dimensional pressure drop
XT is the second flow coefficient
FK is the gas constant ration defined by FK = k / kAIR
This equation was developed from the widely used standards for major orifice flowmeters. It was later adopted by ISA for process control valve flow calculations. It can reliably predict the points at which a valve will choke. Its primary advantage is that it is designed specifically around the special circumstances of compressible fluid flows. It can, therefore, more accurately show how a solenoid valve will react at higher pressure drops.
Here is an example of a single valve in which compressible flow rate is calculated using, first, the average pressure method, then using the ISA two-coefficient equation.
Example Calculation (Given CV Determine Q)
CV=0.75 (Pavg method)
Pressure Drop=40 psig
Upstream Pressure=75 psia
Downstream Pressure=35 psia
Upstream Temperature=75F
Flow rate (Q)=34 scfm
CV=0.75 (ISA method)
Nondimensional Pressure Drop (X)=0.54
Flow rate (Q)=19 scfm
for XT=0.5 (-44% from 34 scfm)
Flow rate (Q)=9 scfm for XT=0.25 (-73% from 34 scfm)
Example Calculation (Given Q, Determine CV)
Flow Rate (Q)=34.4 scfm
Pressure Drop=40 psig
Upstream Pressure=75 psia
Downstream Pressure=35 psia
Upstream Temperature=75°F
Nondimensional Pressure Drop (X)=0.54
Flow Coefficient (CV)=0.64 for Upstream Pressure method
Flow Coefficient (CV)=0.75 for Average Pressure method
Flow Coefficient (CV)=0.94 for Downstream Pressure method
Flow Coefficient (CV)=2.29 for ISA Upstream Pressure method
with XT=0.25
Software and third-party testing: no panacea
Today, software alone is not simple or inexpensive enough to serve as the industry's answer. At the same time, while independent testing agencies such as UL or CSA may provide unimpeachable results, tests can cost thousands of dollars per product.
Computational fluid dynamics (CFD) software programs, used to determine flow rates, are becoming more precise with every new version. They give good results for incompressible flow and the programs do well at making predictions for flow behaviors; however, the difficulty in using them comes in establishing the correct models to use for comparing predictions with test data accurately.
In an ideal world, customers and manufacturers would know that the same flow rate measures are being used everywhere. Until that becomes a reality, ISA's two-coefficient equation can replace guesswork with certainty, providing a multi-dimensional view of a solenoid valve's compressible flow rate at a wide range of pressure drops.
Charles Bald has been a senior design engineer with Parker's Fluid Control Division for the past five years. His 15 years of industry experience include thermal and flow analysis of gas turbine jet engine components, centrifugal compressor designs and refrigeration systems for vacuum distillation. Richard Condon has held various posts for the past eight years, and currently specializes in valve actuation, mobile, fuel cell and industrial equipment for Parker's Fluid Control Division.