Valve Upgrades Take Pressure Off PSA Unit

Pressure swing adsorption (PSA) units are notoriously challenging for control valve assemblies, primarily due to requirements for frequent valve stroking. The assemblies often must cope with hundreds of thousands of cycles per year and must adhere to the tight shutoff requirements of ANSI Class V or Class VI to maintain industrial gas purity and efficiency. While control valves are designed to handle frequent stroking and cycling, it is rare to require frequent full strokes and tight shutoff.
A refinery and petrochemical complex on the U.S. Gulf Coast had installed a PSA unit in the mid-1990s to supply purified hydrogen to its olefins chemical plant. From the start, the unit’s control valves required frequent repair or replacement, which regularly reduced hydrogen production. In 2010, minimizing this maintenance downtime became critical to overall facility production when the refinery began using purified hydrogen from the PSA unit. However, only after a fairly recent complete replacement of valves did the site — which annually loads or off-loads an average of more than 2,500 vessels, representing about 100 million bbl (4 billion gal) of crude oil and alternative products — achieve the PSA unit performance desired.
PSA Particulars
The PSA process removes impurities such as carbon dioxide, hydrogen sulfide, sulfur and nitrogen from impure hydrogen, which is a byproduct from other units. The purified hydrogen from the PSA unit not only is needed by the olefins plant but also is required by the refinery to produce clean fuels such as ultra-low-sulfur diesel and used in hydrocracking, hydrotreating and ethylene cracker furnaces.
Based on the efficiency of PSA technology and the size of the facility, producing and purifying hydrogen onsite is more cost effective than purchasing it from an outside source.
Because purified hydrogen improves catalyst life, product quality and processing feed, the performance of PSA units is extremely important to the efficiency and profitability of chemical and refining facilities. An inefficient and unreliable PSA unit causes reduced operating rates of hydrotreaters, hydrocrackers and other downstream units, resulting in lower overall facility utilization.
The complex’s olefins PSA unit consists of four adsorber beds for purifying hydrogen (Figure 1). It includes more than 50 control valves, each of which is continuously cycled fully open to fully closed to achieve adsorber pressure setpoints. This enables continuous production of purified hydrogen as well as regeneration of the adsorber beds.
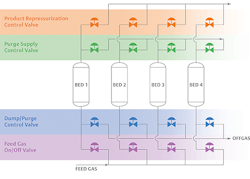
Figure 1. Four adsorbent beds for purifying hydrogen require more than 50 control valves.
Each PSA bed alternates between two stages — adsorption and desorption.
• Adsorption. This is a high-pressure cycle for adsorbing impurities such as CO2, H2S, sulfur and nitrogen and routing the lighter components (mainly hydrogen) out the overhead.
• Desorption. This low-pressure cycle regenerates the bed by releasing the impurities (hydrocarbons) to the tailgas header.
Regeneration involves four basic steps: 1) depressurizing the adsorber to tailgas using the hydrogen in the top of the bed to pressure or purge other adsorber beds; 2) releasing hydrocarbons during this depressurization to the tailgas header out the bottom; 3) purging the adsorber at low pressure with hydrogen to release impurities from the adsorbent; and 4) pressurizing the adsorber to high pressure with hydrogen provided by adsorbers in the depressurization step.
Reliability Becomes Crucial
Despite ongoing reliability problems with the valves in the PSA unit, in 2010 the site completed a piping project to route purified hydrogen to the refinery complex. In 2012, the valve maker recommended and made changes to its valves — but they still failed within months.
The unit experienced issues with both the installed butterfly and sliding-stem-style control valves. The butterfly valves had seal leakage as well as shaft and bearing failures. Greater wear on soft seals created bed pressurization and sequence issues. Drive shafts failed during operation due to fatigue and cracking, preventing the valves from opening and closing. Bearing failures led valves to seize, hindering the performance of the PSA bed.
The sliding-stem-style control valves incurred piston actuator seal leaks, increased packing friction, and positioner-linkage and valve-stem failures.
With both valve styles, packing leaks caused loss of hydrogen and safety concerns.
Because failures were expected, the complex stocked a complete spare valve for each assembly — at a total cost of $500,000. These replacements often were installed and restocked within a matter of months.
In addition, each failure disrupted the sequential operation of the PSA unit. Correcting the problem required bringing all four beds down. Typically, fixing or replacing the valve(s) took two days, leading to reduced hydrogen production, downstream unit run rates and overall facility utilization. On average, the site suffered six unplanned unit trips per year due to valve failures.
Eventually, site personnel contacted Emerson and Puffer-Sweiven, its local Emerson Impact Partner, to address the valve issue.
Engineering A Solution
Over the last two decades, Emerson has invested engineering and testing time to gain approval from all licensors that design PSA and other process units requiring high-cycle valves. (The PSA licensors included UOP, Linde, Hydrochem, Air Products and CBI Lummus.) Emerson reviewed the entire scope of licensor specifications for valve approval, compiled similar requirements for each licensor, and then sought initial licensor approval. In its state-of-the-art flow lab, Emerson developed dedicated space for high-cycle testing based on these specifications and successfully passed all licensor testing requirements.
Requirements included:
• testing for 1,000,000 cycles;
• Class VI shutoff;
• bi-directional flow;
• precise and accurate control;
• full open and close every three minutes; and
• stroke speed of less than two seconds.
For the Fisher 8580 high-performance butterfly valve, it took almost two years to complete testing of different seal materials, monitor seat leakage and check wear on the components to meet all the above requirements. In addition to the strict testing criteria, the valves also needed to fit into small envelope dimensions because many PSA units come as compact skid packages (Figure 2).

Figure 2. Valves must be compact to fit on the skid of a PSA unit.
Based on approval from all licensors, Emerson supplied replacements to the refiner for the 50 PSA valves; these included both rotary butterfly (8580) and globe (GX and easy-e) valves, each with a Fisher Fieldvue DVC6200 digital valve controller (DVC).
Even though valves in PSA units typically are on/off rather than modulating, installing a DVC is a best practice. In addition to controlling a valve, the DVC will monitor valve health during operation and, using Emerson software, can predict valve issues before they occur, enabling proactive maintenance.
A common failure point in a PSA unit with valves using non-Fisher positioners was the spool piece. Dirty air caused the spool piece to seize, preventing control and valve operation.
During the operation of a valve, many issues can occur through degradation. These include tubing leaks, tears in the actuator diaphragm, seizing between bearing and shaft, broken shafts, etc.
A Fisher Fieldvue DVC6200 with Performance Diagnostic tier can monitor and run diagnostics while a valve is in service. Technicians can check the health of the valves through Fisher ValveLink and AMS monitoring software. ValveLink software provides recommended actions for technicians to take to address a particular alert.
A Resounding Success
In the first eighteen months after the Fisher valves were installed in May 2018, there were no unplanned unit trips or reactive maintenance needs — with the valves executing 17,648,392 total cycles (i.e., a position change greater than 1%–2%).
The project aim wasn’t to increase the hydrogen separation capacity beyond existing design but rather to improve reliability to increase recovery from an estimated average 40% of the hydrogen in the incoming feed to 60%. This goal was met — with impressive financial results.
Based upon improved PSA reliability and operating consistency, annual benefits include $3 million for reduced hydrogen losses to the fuel system, $3 million for increased ethane-furnace firing-rate capability, and $3.5 million for decreased operating-rate losses resulting from low tailgas BTU events — for a total of $9.5 million per year in operational cost savings.
The refiner not only has increased profitability at the site by changing to Fisher control valves but also has improved safety by reducing environmental emissions from packing leaks.

NEIL DALAL is a Marshalltown, Iowa-based commodity manager for Emerson’s flow controls global supply chain. Email him at [email protected].