Online Monitoring Optimizes Polymerization Processes
While makers of commodity polymers generally rely on high-throughput continuous processes, many specialty polymer manufacturers use batch processes. This meets customer requirements for flexibility in making a wide range of products on time without changes to the plant infrastructure. In addition, specialty polymer manufacturers regularly develop product recipes featuring new properties; these are often produced using industrial equipment in a relatively short period of time.
Nalco Water, an Ecolab company, is a world leader in high-value polyacrylamide (PAM) polymers and other products and services for industrial and municipal water treatment as well as other applications. Many of these products are made at Nalco’s facility in Garyville, La. In some applications of PAM, such as in cosmetics or contact lenses, human contact with the product may occur, necessitating very tight control of residual monomer specifications.
A common issue when producing polymers using batch processes is knowing the exact endpoint at which to stop the reaction and begin the next run. Specialty polymers like PAM must adhere to rigorous quality specifications, which include safety-related parameters like residual monomer (restricted to ppm levels) and in-use properties like viscosity. Without a way to directly monitor what’s happening in the reactor, checking of these specification parameters must take place in the quality control lab after the reaction is over. To avoid off-spec batches, many plants usually adopt a conservative approach — running the reaction much longer than necessary, consuming energy, operator time and equipment availability. Clearly, a more-dynamic approach to monitoring each batch is desirable due to changes in day-to-day conditions from a number of variables including feedstocks, personnel, temperatures and equipment performance.
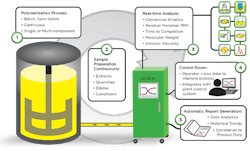
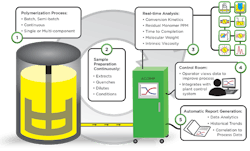
Figure 1. System analyzes a small liquid sample using advanced characterization techniques.
So, what if a person could “see into the reactor” and track key parameters as the reaction occurs? That’s exactly what ACOMP (which stands for Automatic Continuous Online Monitoring of Polymerization reactions), a smart manufacturing system produced by Fluence Analytics, does.
ACOMP is an integrated hardware/software analytical tool that continuously takes a very small sample of liquid from the reactor and analyzes it using advanced characterization techniques (Figure 1). Ultraviolet absorption or differential refractometry characterization determine the continuous polymer concentration. This concentration enables characterizing the weight average molecular weight and reduced viscosity of the polymer in real time throughout the entire polymerization process.
ACOMP, which is tied into the distributed control system for increased plant connectivity, generates automated reports detailing initial reactor conditions, rate of conversions, conversion levels, time to target conversion, and product quality values for each polymerization (Figure 2). These reports are stored in a database, allowing for quick historical reference; they identify ways to improve efficiency and reduce variance not only of product quality but also of reaction process time from batch to batch. This enables operators to tighten up standard operating procedures (SOPs), ensuring that each polymerization follows “golden batch” kinetics.
Adoption At Plant
In 2013, Fluence Analytics began a dialog with Nalco to discover its needs and determine how ACOMP could meet them. Following some initial research in cooperation with Nalco’s plant and R&D professionals, the two companies decided to pursue a joint technology development project. The result was the first-ever industrial ACOMP system installation — on one of Nalco’s inverse emulsion PAM reactors in Garyville in October 2014. Nalco’s engineering team worked with Fluence Analytics to design and install a fast loop for an ACOMP sampling point, specify required utilities and tie-ins into the process and control system, and develop SOPs for startup and training. All startup procedures and personnel training were executed post system startup with operators utilizing the ACOMP system through the plant control system to successfully monitor reactions.
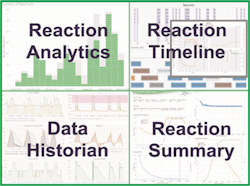
Figure 2. Tool provides a variety of analytical, operational and historical data.
During this time, global capacity for PAM was very tight due to the U.S. fracking boom. (PAM is used to enhance oil recovery in hydraulic fracturing.) Nalco’s visionary support and willingness to explore new smart manufacturing technologies by partnering with a startup paid dividends. Because ACOMP allowed Nalco to “see inside its reactor,” the company was able to reduce its production batch cycle times for a wide range of its products. After startup, reactions were monitored to understand the endpoint of the batches (Figure 3). Following the monitoring of more than 100 reactions, it was calculated that ACOMP enabled a 15–20% reduction, on average, in batch cycle times across Nalco’s PAM products manufactured in one reactor. ACOMP was able to expand monitoring to almost all products made in the reactor. After significant parallel use, operating and utilizing ACOMP data for cycle time optimization eventually became a plant SOP.
This 15–20% cycle time reduction directly translates to increased capacity in the reactor as well as time, labor, overhead and other savings. In addition, use of ACOMP improves polymer quality. Nalco Water prides itself in distinguishing its offerings in the marketplace with unmatched service and quality. ACOMP has helped the company advance that cause.
Currently, Nalco uses ACOMP not just to monitor batches for existing products but also for the introduction of new grades. With ACOMP, it’s possible to see what’s occurring in real time, so every run is optimized.
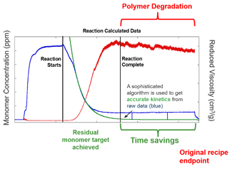
Figure 3. Accurate real-time data have led to a notable reduction in cycle times.
In 2016, Nalco purchased a second-generation ACOMP unit for another production line at Garyville (Figure 4). Even when maximizing reactor capacity isn’t an overriding issue as it is in boom times, ACOMP still saves energy and overtime, providing additional benefits. Based on feedback from Nalco, the second-generation ACOMP included important features such as autonomous operation tied directly to process operations (previously the operators had to start and stop ACOMP’s measurements) and the ability to physically locate the unit close to the reactor, important for addressing shop-floor space constraints. The second-generation system has been running continuously with average on-stream efficiency exceeding 95%.
Ongoing Developments
Nalco and Fluence Analytics currently are exploring the economics of installing ACOMP at other facilities. The companies also are teaming up to leverage onboard ACOMP analytics tools and Nalco’s internal data-analytics initiatives to mine the ACOMP data and explore the impact on product quality control. This will be a key next step, which is supported by ACOMP’s continuous monitoring of intrinsic viscosity, a molecular weight measurement important for performance in certain applications. Enhancing the process through data-driven dynamic quality control with ACOMP measurements will further improve the value of the system as a complete tool for overall process optimization —especially when combined with the already demonstrated cycle time benefits.
Fluence Analytics continues to upgrade and optimize ACOMP. The third-generation ACOMP, released at the end of 2017, can process a higher temperature flow through the detectors. While not necessary for PAM, this leads to better quality data for high molecular weight polymers like synthetic rubbers. A recently raised round of venture capital has enabled the company to offer a paid demo program in which potential customers can use ACOMP for several weeks to demonstrate the value of real-time ACOMP data in their applications.

Figure 4. Unit installed at Garyville, La., plant includes several significant enhancements.
ACOMP has been applied to more than a dozen different polymers in processes ranging from solution and emulsion to high-viscosity bulk reactions. In addition to applications in industrial production, ACOMP also has been used to speed up polymer product development in the laboratory. One ACOMP run can generate information that otherwise would take several runs with post-analysis. In November 2017, Fluence Analytics shipped such a lab ACOMP unit to a leader in biochemistry that’s developing new high-value products for life science applications. With more application data and the newly launched demo program, ACOMP now has attracted interest from more than 30 global companies.
GRANT HEARD is a quality manager for Nalco Water, Garyville, La. SCOTT MEIKLE is global director for Nalco Water in Naperville, Ill. ALEX REED is CEO of Fluence Analytics, New Orleans, La. MICHAEL DRENSKI is CTO of Fluence Analytics, New Orleans. Email them at [email protected], [email protected], [email protected] and [email protected].