The Digital Maturity Roadmap to Energy Savings in Chemical Plants

Engineers with a deep understanding of facility systems and tendencies are invaluable. If a heat-integration loop fails to capture available low-grade heat because a trim cooler valve is mispositioned, or an automated compressor anti-surge controller holds excess recycle flow because its tuning was never revisited after a capacity expansion, it is the knowledge of the process physics, not the analytics platform, that reveals these losses.
You are probably itching to save energy as you or your plant manager are rubbernecking the likely 20%–30% of operating costs it takes. If you own crackers, distillation trains and fired-heater-dependent reaction systems, that figure is probably higher – up to 50% of direct production costs. When energy prices spike, plants with thin margins may discover their control systems are leaving significant savings uncaptured. Automation can clearly help, but at what stage of digital maturity can that help become real and sustained?
Before reaching for a new analytics platform, look at the energy balance with fresh eyes. Research suggests that only 5%–20% of energy consumed in industrial operations at the equipment level directly supports value-adding work. The remaining energy consumed feeds non-value-adding loads like HVAC, utilities and standby states or is avoidable waste from idle running, suboptimal setpoints and poor scheduling (Schmitt, et al., 2025).
This scenario still holds true for continuous operations, like chemical plants. For instance, a distillation train will draw steam regardless of the feed quality, while a fired heater maintains a flame even during low-throughput intervals when a modulated firing strategy would suffice. And compressed-air headers, often overpressured in plants, bleed continuously through leakage paths, a situation typically revealed only after a campaign audit (U.S. Department of Energy, 2012).
The difference between value-adding and non-value-adding energy is not just an academic exercise. It can drive the intervention strategy. Waste from idle motors, unthrottled pumps running far left on their curves and towers flooding during disturbances is different in character from the thermodynamic inefficiency of a separator that could be redesigned but isn't.
Automation addresses value-adding energy losses immediately and cost-effectively but fails at detecting other inefficiencies unless it’s paired with process redesign (Duflou et al., 2012). Conflating the two may lead to over-investment in complex digital tools when simpler control interventions would deliver the fastest achievable savings.
The Digitalization Ladder
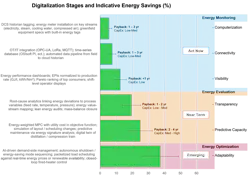
A useful way to think about what automation can and can't do is a six-stage maturity model spanning computerization, connectivity, visibility, transparency, predictive capacity and adaptability (Schuh et al., 2020; Schmitt et al., 2025). Most chemical plants are strong at the first two stages as transmitters, flow computers and distributed control systems (DCS) have been in place for decades. The bottleneck tends to lie between connectivity and visibility, the gap where data exists in historical tags but are not organized into energy-specific views that operators and engineers can act upon in near real time.
Closing that visibility gap is where returns are most immediate and least expensive. Are the trends for your column heat duties and compressor loads known to the DCS historian but lack structured data in an energy KPI dashboard normalized to the production rate? The fix does not necessarily require replacing your DCS. It requires piping data into a visualization layer (think Power BI, OSIsoft PI Vision or equivalents) and defining energy performance indicators (EPIs) that link energy consumption to throughput.
For instance, you can compare energy indicators against dynamic baselines and use cumulative-sum charts to flag statistically significant deviations, such as column energy intensity (gigajoule per metric ton of product) or compressor specific-power (kWh per Nm³). Once those indicators are visible and trending, operators can close valves, adjust firing rates and sequence pumps without waiting for a monthly finance report.
Where Energy Initiatives Stall
Organizational fragmentation among engineering, operations and IT/OT functions creates accountability gaps. Operations may question the accuracy of the data team’s dashboards, while the energy team lacks the authority to mandate corrective actions. Even well-designed dashboards can be abandoned without the integration of operational routines and clear ownership of follow-up actions.
Today, your control system is likely optimized for throughput and quality, which can work against energy efficiency, particularly under feed variability. Changing setpoints for energy reasons requires a management-of-change procedure in regulated plants, which offsets savings due to increased lead times.
This is where strategy and operations overlap and need strong coordination, and piloting programs may help overcome the initial inertia and generate invaluable datasets and learnings for both sides of the firm.
The Hard Step is Transparency and Finding Root Cause
Data visibility alone isn’t enough to deliver automated energy insights and savings. Obvious causes of energy waste, such as feed upsets, start-up transitions and product grade changes, are well known, but steady-state inefficiencies are often hidden. A column running at 3% excess reflux for months will never trigger an alarm; it continuously burns extra reboiler steam. Detecting it requires comparing actual reflux ratios and reboiler duties to targets calculated from current feed composition and product specifications, a comparison that requires data integration, production scheduling and energy measurement into a single analytical workspace.
This is where process-specific technical knowledge becomes the critical unlock, not the software. Engineers with a deep understanding of facility systems and tendencies are invaluable. If a heat-integration loop fails to capture available low-grade heat because a trim cooler valve is mispositioned, or an automated compressor anti-surge controller holds excess recycle flow because its tuning was never revisited after a capacity expansion, it is the knowledge of the process physics, not the analytics platform, that reveals these losses.
Predictive and Adaptive Automation
Predictive capacity and adaptability are emerging as the next major opportunity for efficiency gains in chemical plants. Predictive capacity means using models of the process, whether first-principles or data-driven, to anticipate energy performance rather than react to it. Think model-predictive control (MPC) configured with an energy objective: minimizing utility consumption subject to product specifications, instead of treating energy as a free variable in a throughput-maximization problem. Many sites already operate MPC for quality and throughput. Closing that gap means explicitly including energy cost as a weighted term in the objective function and updating that weight in response to real-time energy prices (Cai et al., 2022).
The adaptability stage, essentially autonomous systems that identify, diagnose and resolve energy inefficiencies without direct human intervention, remains aspirational in most chemical plants today. This concept implies that loads like electrostatic precipitators, large centrifugal compressors in non-critical service and refrigeration systems could be dynamically scheduled against real-time energy prices or renewable dispatch signals.
References
- Cai, W., Wang, L., Li, L., Xie, J., Jia, S., Zhang, X., Jiang, Z., & Lai, K. (2022). A review on methods of energy performance improvement towards sustainable manufacturing from perspectives of energy monitoring, evaluation, optimization and benchmarking. Renewable and Sustainable Energy Reviews, 159, 112227. https://doi.org/10.1016/j.rser.2022.112227
- Schmitt, T., Mattsson, S., Flores-García, E., & Hanson, L. (2025). Achieving energy efficiency in industrial manufacturing. Renewable and Sustainable Energy Reviews, 216, 115619. https://doi.org/10.1016/j.rser.2025.115619
- Schuh, G., Anderl, R., Dumitrescu, R., Krüger, A., & ten Hompel, M. (2020). Industrie 4.0 maturity index: Managing the digital transformation of companies – Update 2020. Forschungsunion. https://en.acatech.de/publication/industrie-4-0-maturity-index-update-2020/
- U.S. Department of Energy. (2012). Improving compressed air system performance: A sourcebook for industry (2nd ed.). U.S. Department of Energy, Advanced Manufacturing Office. https://www.energy.gov/eere/amo/downloads/improving-compressed-air-system-performance-sourcebook-industry
About the Author

Thomas Kwan
Global Vice President, Strategic Innovation and Industrial Ecosystems
Thomas Alan Kwan is an energy transition expert at Schneider Electric's Sustainability Research Institute. With a Ph.D. in chemical and environmental engineering, he brings a blend of academic rigor and industrial experience to the field of sustainable manufacturing and green engineering.
At Schneider Electric, he leads initiatives focused on new and emerging industrial systems, with a particular emphasis on the chemical processing sector. His work involves developing innovative solutions and practices to drive energy, environmental and economic benefits.
Previously, he was a key member of Unilever's product engineering team, where he integrated green chemistry and engineering principles for product and process development. His contributions earned him a lifetime honorary membership on the team. Kwan also has experience in environmental regulation, having worked with the U.S. EPA on Clean Water Act programs.
Through his research and collaborations, Kwan continues to explore innovative ways to reduce energy consumption, minimize waste, maximize value and improve overall process efficiency in chemical manufacturing operations.