Praxair wins 2nd annual Plant Innovation Award

The Plant Innovation Award recognizes ordinary engineers for solving difficult technical problems with creativity and dogged determination. This makes the award unique. It is not bestowed by any single company. It is not given to vendors. The award reflects peer recognition. This year’s winner goes to a dedicated team of engineers at Praxair. They met a difficult challenge, assessed their resources, and employed their talents to reduce variable operating costs at their facility.

Front row, l-r; Dave Lennox, Solomon Dadebo, Randy Esposito, Dustin Skare
Back row, Patha Kesavan, Edward Katende, Paul Scharf
The problem
Praxair operates a large steam methane reforming (HyCO) production facility in Geismar, La. Such plants are also known as hydrogen-carbon monoxide (“HyCO”) facilities (Figure 1). The Geismar plant provides hydrogen, carbon monoxide, formaldehyde and steam to several customers. The site has been built-up over time and contains a number of steam methane reformers, mono-ethanol amine (MEA) chemical absorption units, cold boxes, and compressors all of different designs and ages. These facilities are complex and inter-connected using common utilities. Figure 1 shows some of this complexity: the pressure swing absorption (PSA) unit is shared by three other steam-reforming trains. Operating HYCO plants has always been a challenge, more so lately.
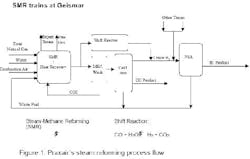
Click on Figure 1 to enlarge.
Nevertheless, costs had to be cut and Praxair management knew it. So, Praxair management posed a couple of key questions:
”How can we optimize the performance of the HYCO units and the site, in general?” and
“What is the optimal way to allocate production among the various units to provide the required products to our customers?”
With the recent rise in the price of natural gas, the cost of the wrong answer to these questions was getting higher and higher. To complicate matters, the answers are not static. Customer demand and raw material prices affect optimization and product profit in a dynamic way.
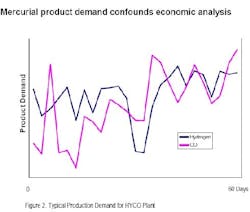
Management needed a flexible solution. They set the goal: to develop a set of tools that would help the facility meet customer needs and reduce variable operating costs — energy costs (Figure 2 and 3). As site profit margins are strongly tied to production rates due to corresponding changes in unit production efficiency, it is important to focus on productivity improvements in order to optimize profits as demand changes. “The team, including maintenance, operations, engineering, business and control personnel, all worked extremely hard to improve site reliability, minimize variation in production targets and meet pipeline demand efficiently”, says Scott Sexton, HyCO Operations Director.
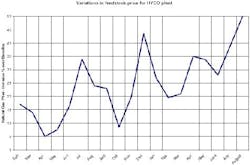
Click on Figure 3 to enlarge.
The plan of attack
After a management review of the problem, Sexton assembled a team of plant engineers and process control engineers. This team included two plant engineers and a control engineer from Houston with the balance of the team from engineering and R&D from Tonawanda, New York. Emerson Process Management was brought in to help with construction and start-up of a component of the new system.
Initial analysis showed that a three-part solution to the energy problem would work best. Testing and analysis details were coordinated with production engineers running each train. First, the team looked at the operations of each of the individual production trains and the units within them to identify key process variables. Then, these variables were evaluated and tested to determine which have the greatest effect on efficiency.
Once the process engineers defined the task, the control engineers went to work. They designed advanced primary and higher-level model predictive control (MPC) units to regulate these variables and thus increase the energy efficiency and consistency of each of the individual units. “One of the keys to improving production efficiency was maximizing products recovery. There was the need to install gas chromatographs on key streams and to monitor key performance indicators.
Plant engineers worked on the PSA to improve H2 recovery. The MPCs served to improve CO recovery and adjust production rates to meet customer demand and also to minimize flaring and/or fueling of saleable products. Real-time performance monitoring applications were installed ensuring that key performance indicators (KPIs) did not deviate significantly from target (optimum) values. “This was a total team effort by plant management, plant engineers and advanced process control engineers to pull this together”, says Solomon Dadebo, APC and optimization manager.
When a preliminary optimization of the individual units was completed, the team considered the facility as a whole. Allocating production among multiple trains, each with very different operating characteristics, was more challenging because of the interaction between the different plants at the facility. So, to accomplish this, they implemented a real-time closed-loop optimization system (RTO). The system has detailed models of each of the operational components of the site. “On a real time basis the system uses these models to look at the current plant operation and customer demands to determine the most economic set of production setpoints across the multiple units”, notes Randy Esposito, Program Development Manager, R&D. These setpoints are then downloaded automatically to the various lower-level control units and implemented. The system is designed to work with any number of units in operation so that when a given production train has to be removed from control for operational or maintenance issues, the system optimizes production by manipulating the remaining units.
The final component to the solution was information: real-time, detailed data. The system analyzes this data and converts it into useful economic parameters describing the current site operations. The team furnished this information, in graphical and numeric format, to production engineers and managers at the site. Performance indicators, calculated by t process models, were available to everyone, on-site or off-site, on their computer network. The system is also designed to alert people when certain KPIs fall out of a specified range.
The results
Individually, the MPC systems increased in the carbon monoxide recovery on the cold boxes an average of 5-8% across multiple units, and much more consistently running of the units during production changes and load disturbances. Full implementation of this approach cut energy usage by over 1.0% for the facility. While that may not seem like a large percentage, for a site of this size, such a reduction equates to several hundreds of thousands of dollars a year in savings and provided a project pay back on the order of 2 years.
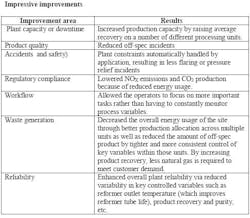
Table 1 describes additional benefits accrued by Praxair in implementing its control strategy:
Success at this site offers the possibility to apply this approach elsewhere at Praxair. (See Figure 4 and Figure 5.) As Scott Sexton, HyCO Operations Director puts it, “MPC and RTO at Geismar provided the "proof-of-concept" to validate the push for real time plant performance monitoring across all of our HyCO plants”. The successful application of the control strategy is highly deserving of peer recognition.


We at Chemical Processing extend our gratitude to our Editorial Board for judging the entries:
- Vic Edwards of Aker Kvaerner in Houston, Texas
- Tim Frank of Dow Chemical Co. in Midland, Mich.
- Ben Patterson of Eli Lilly and Company in Indianapolis, Ind.
- Roy Sanders of PPG Industries in Lake Charles, La.
- Ellen Turner of Eastman Chemical in Kingsport, Tenn.
- Ben Weinstein of Proctor & Gamble in West Chester, Ohio
- Jon Worstell of Shell Chemical in Houston, Texas
- Sheila Yang of Fluor in San Francisco, Calif.