Plant Combats Corrosion in Idled Boilers
Steam generation plays a critical role at many industrial facilities. Unfortunately, the high-temperature and high-pressure environment of large steam generators makes them susceptible to corrosion. Even seemingly minor impurity ingress can cause problems [1]. Fortunately, plants can take advantage of a lot of lessons learned about preventing corrosion in boilers. However, an often overlooked issue is the risk of severe corrosion occurring during those times when a steam generator is down due to lack of steam demand or for maintenance. This article outlines several techniques for protecting steam generators at these times. Our examples come from a power plant, Lincoln Electric System’s Terry Bundy Generating Station in Lincoln, Nebraska, but the technologies suit process plants as well.
Background
The Terry Bundy plant has three GE LM6000 combustion turbines, two of which are equipped with heat recovery steam generators (HRSGs) that drive a supplemental steam turbine. Total plant capacity is 170 MW. The units cycle on and off, often on a daily basis during the summer, according to the requirements of the South West Power Pool. At other times, a unit may be down for several days or perhaps even weeks during periods of mild weather or for maintenance outages.
[javascriptSnippet ]
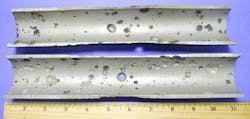
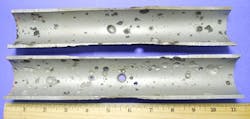
Figure 1. Oxygen can cause severe pitting that can penetrate the wall of a steam generator tube. Source: ChemTreat.
For normal operating chemistry, the HRSG feedwater is on an all-volatile treatment oxidizing [AVT(O)] program, with ammonium hydroxide injection to maintain feedwater pH within a 9.6–10 range. High-pressure evaporator chemistry complies with the Electric Power Research Institute’s phosphate guidelines, with trisodium phosphate as the only phosphate species and control within a 1–3 ppm range. The high-pressure evaporator pH control range is 9.5–10. Free caustic concentrations are maintained at or below 1 ppm to minimize the risk of caustic gouging.
For short-term outages, the HRSGs must remain full of condensate to enable quick startup. On the other hand, a maintenance outage requires draining of the unit, preferably while it is hot so it flash-dries. However, even such drying still leaves some areas exposed to moist conditions and, thus, vulnerable unless additional protective methods are used.
The equipment and processes outlined below all are designed to protect the unit from oxygen corrosion during any outage. Oxygen attack is extremely serious.
The corrosion mechanism can induce severe metal loss in those areas of high oxygen concentration. The attack often takes the form of pitting (Figure 1), where the concentrated corrosion can cause through-wall penetration and equipment failure in a short period of time.
In addition, oxygen attack will generate corrosion products that then carry over to the steam generator during startups. Deposition of iron oxides in the waterwall tubes leads to loss of thermal efficiency and, most importantly, establishes sites for under-deposit corrosion, such as very insidious hydrogen damage, acid phosphate corrosion (in units with poorly maintained or monitored chemistry — see: “Don’t Get Steamed"), and caustic gouging [2].
Oxygen also can infiltrate steam generators at startup when collected condensate or fresh demineralized water is needed for filling or boiler top-off. These high-purity waters typically are stored in atmospherically vented tanks. The water absorbs oxygen and carbon dioxide, often to the saturation point, which may be up to 8 ppm in the case of oxygen. When the makeup is injected into a cold steam generator, significant oxygen attack is possible.
Key Measures
To prevent oxygen ingress and corrosion, the Terry Bundy combined-cycle plant relies on four of the best techniques: nitrogen blanketing; periodic water circulation; dissolved oxygen removal from makeup condensate and demineralized water; and warm air recirculation to protect the low-pressure turbine.

Figure 2. Unit uses a carbon molecule sieve to separate nitrogen from air. Source: Lincoln Electric System.
Nitrogen blanketing. The first and foremost measure is nitrogen blanketing during shutdown and subsequent short-term layups. Experience has shown that introducing nitrogen to key points in the system before the pressure has totally decayed will minimize ingress of air. Then, as the system continues to cool, only nitrogen enters, not oxygen-laden air. Key points for nitrogen protection in HRSGs include the evaporator, economizer and feedwater circuits.
The nitrogen blanketing system was installed in 2005, just a few years after the steam generators’ startup, when plant personnel discovered oxygen pitting in one of the high-pressure evaporators as well as other corrosion.
One question that often arises is how best to supply nitrogen. Certainly local gas-supply or welding firms can provide bottles of compressed nitrogen. Liquid nitrogen is another possibility. Terry Bundy personnel selected a different method, nitrogen generation via a pressure-swing adsorption (PSA) system. (For more on such units for nitrogen generation, see: “Rethink Nitrogen Supply for Chemical Blanketing.")
The process relies on a carbon molecular sieve that, when compressed air is introduced at high pressure, adsorbs oxygen, carbon dioxide and water vapor but allows nitrogen to pass through (Figure 2). The nitrogen then can be collected in a receiver for use as needed. At a preselected interval, pressure is released from the unit; O2, CO2, and H2O desorb from the material and are vented to atmosphere. The nitrogen purity from this system depends upon production rate, and ranges from 1,000 scfh at 99.5% purity to 248 scfh at 99.99% purity.

Figure 3. Hollow-fiber membranes eliminate oxygen in condensate return and makeup water. Source: Lincoln Electric System.
The Terry Bundy N2 generator supplies 5-psig nitrogen to the low-pressure and high-pressure drums during wet layups; the nitrogen also serves to “push” water from an HRSG during dry layup draining. A nitrogen pressure of 5 psig is maintained during the dry layup, provided no major tube work is required.
An obvious major concern with nitrogen blanketing — and why some plants don’t use it — is safety. Nitrogen is an asphyxiating agent and requires strict adherence to confined-space entry procedures and proper ventilation of the space.

Figure 4. Desiccant wheel unit provides air with only 10% humidity to condenser and low-pressure turbine. Source: Lincoln Electric System.
Periodic water circulation. This is another important point with regard to wet layup chemistry. Regular water movement minimizes stagnant conditions that can concentrate oxygen in localized areas to cause pitting. Both Terry Bundy HRSGs have circulating systems installed on the high- and low-pressure circuits for use during wet layups. Each circuit uses one of two redundant preheater recirculation pumps, which normally are in service during HRSG operation to mitigate acid dew point corrosion of external circuits. Each pump provides approximately 100 gpm per circuit. Valves and piping have been added to enable seamless transition from layup circulation to normal operation. Sample/injection systems allow operators to test the layup chemistry for pH and dissolved oxygen (using colorimetric ampules), and to inject ammonium hydroxide if the pH must be raised. In addition, modifications made in each boiler drum permit the layup water to bypass the drum baffle, promoting circulation and minimizing short-circuiting via the downcomers. The pumps typically are started once drum pressure drops below 50 psig, and remain in service for the duration of the layup.
Dissolved oxygen removal from condensate and makeup water. Because demineralized water commonly is stored in atmospherically vented tanks, oxygen-laden water enters the steam generator during normal operation and, even more critically, during boiler filling. In the latter case, the influx of cold oxygen-saturated water can cause severe difficulties. One possible method to minimize this problem is to limit oxygen ingress to storage tanks — but this typically is a difficult proposition. So, instead, Terry Bundy personnel selected a gas-transfer membrane technology to treat condensate return and makeup water (Figure 3).
The oxygen-laden water flows along hollow-fiber membranes that let dissolved gases pass through but not the water. A sweep gas, often nitrogen, flows along the opposite surface of the membranes and carries away the gases. The technology can reduce the dissolved oxygen concentration from saturated conditions to less than 10 ppb.

Figure 5. Check conducted three years after measures were implemented showed no new pitting. Source: Lincoln Electric System.
Don’t Forget The Steam Turbine
Far too often in the power industry, plants allow the condenser hotwell to remain moist or even contain standing water during outages in which the condenser vacuum was broken and air entered the condenser and low-pressure turbine. The low-pressure blades in steam turbines typically collect salts that carry over with steam from boiler drums. The combination of a moisture-laden atmosphere and these salt deposits can foster pitting and stress corrosion cracking.
A very practical method to combat this corrosion, and the one adopted at Terry Bundy, is injection of desiccated air into the condenser during all but short-term, i.e., <72 h, layups.
This system uses a desiccant wheel dehumidifier (Figure 4) to provide 700 scfm of 100°F air at 10% humidity to the condenser and low-pressure turbine. This flow can lower the relative humidity from nearly 100% to less than 30% in just a few hours.
Impressive Results
In 2005, drum inspections showed significant pitting. This prompted implementing the changes we’ve outlined. A repeat inspection in 2008 showed no new pitting (Figure 5). Subsequent inspections continue to show little to no additional pitting.
Iron level monitoring, via particulate collection on 0.45-micron filters, showed a significant decrease in samples from the condensate pump discharge and both low-pressure and high-pressure drums. Quicker startups than in the past are now commonplace. In addition and of significant importance, the units can be left in wet layup for extended periods, which saves the plant six hours (over dry layup) to reach full load when needed.
BRAD BUECKER is a process specialist for Kiewit Engineering and Design Co., Lenexa, Ks. DAN DIXON is supervisor, inter-local projects, for Lincoln Electric System, Lincoln, Neb. E-mail them at [email protected] and [email protected].
REFERENCES
1. Buecker, B., “The Importance of Steam Generation Chemistry Control and Monitoring as Illustrated by Case Histories,” IWC 15–10, Proceedings, 76th Ann. Intl. Water Conf., Orlando, Fla. (Nov. 15-19, 2015).
2. “Cycle Chemistry Guidelines for Shutdown, Layup and Startup of Combined Cycle Units with Heat Recovery Steam Generators,” Electric Power Research Inst., Palo Alto, Calif. (2006), downloadable at http://goo.gl/85TxVl.