Avert Oxidation
Processes requiring indirect heating in chemical, petrochemical and several other industries often use hot oil or heat-transfer fluids as the heat-transfer medium instead of high-pressure steam. Facilities apply heat-transfer systems to indirectly heat reactor jackets, extruders and more. Temperatures as high as 700 Degrees F can be achieved at relatively low system pressures ," less than 100 pounds per square inch gauge (psig).
The primary components of all hot-oil or heat-transfer heating systems include an electric, oil or gas-fired heater; a primary circulation pumping system; side-stream filtration; and an expansion tank. The expansion tank:
Provides space for expansion of the heat-transfer fluid with a change in the temperature.
Provides positive pressure at the suc-tion side of the circulation pump.
Provides a means to vent vapors and gases from the closed-loop heater.
The expansion tank generally is located at the highest point of the closed-loop liquid-phase heating system, situated on the suction side of the primary pump, connected by a riser pump. An open-to-atmosphere expansion tank contributes to oxidation under two conditions: when the temperature of the expansion tank is above 300 Degrees F (150 Degrees C), and when the heat-transfer fluid is force-circulated through the expansion tank and comes into contact with cooler atmospheric air.
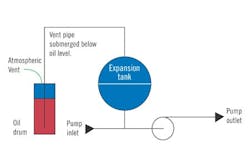
To prevent heat-transfer fluid oxidation, chemical facilities can use nitrogen as an inert barrier in the expansion tank (Fig. 1) or can use a cold-seal venting configuration on the tank (Fig. 2). These two methods will prevent the heat-transfer fluid from contacting atmospheric air through the expansion tank.
Figure 1. A Nitrogen Barrier Isolates Heat-Transfer Fluid
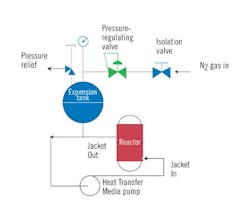
Nitrogen blanketing not only creates a barrier between the heated fluid in the expansion tank and the outside air, but also helps prevent the fluid's vapors from escaping into the atmosphere.
Cold-seal venting is a cost-effective alternative to nitrogen blanketing. However, in cases in which the heat-transfer fluid has a foul odor or undesirable fumes, nitrogen blanketing is advisable. In addition, some insurance carriers might prefer the use of nitrogen blanketing over cold-seal venting for fire protection purposes. Moreover, several commercially available heat-transfer fluids are considered hazardous fluids after being circulated through a heating system. For these types of fluids, the oil supplier probably will recommend nitrogen blanketing over cold-seal venting.
This article focuses on the proper use of nitrogen blanketing applications in expansion tanks.
Figure 2. A Means for Escape
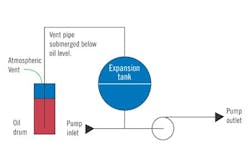
Cold-seal venting configurations provide a cost-effective alternative to nitrogen blanketing when vapors from the heat-transfer medium are not hazardous or undesirable.
Nitrogen blanketing
Nitrogen provides a barrier between atmospheric air and the heated fluid in the expansion tank. It also serves as a source for creating and maintaining a set pressure in excess of 250 psig, above the vapor pressure of certain heat-transfer fluids at temperatures at or above 650 Degrees F, to prevent fluid vaporization and the escape of vapors into the atmosphere.
Inert gas blanketing helps to maintain an artificial "atmosphere" above the heat-transfer fluid in the expansion tank. This prevents the entrance of air, which could react with the heat-transfer fluid to oxidize the oil, generate moisture resulting in condensation within the expansion tank, and/or cause tank corrosion. Another objective is to dilute and lower the vapor space's oxygen content to the extent that the vapor-air ratio is raised well above the upper flammable limit.
The pressures typically used for blanketing are dictated by the expansion tank's pressure rating for handling nitrogen gas pressure, as well as by the type of heat-transfer fluid, its maximum operating temperature and its vapor pressure at the operating temperature.
Chemical facilities should keep the pressure in old tanks and converted atmospheric expansion tanks as low as possible, maintaining it slightly over atmospheric barometric pressure. A typical pressure used is 0.5-inch (in.) water column (WC), equal to 0.0368 in. of mercury. By keeping the tank pressure at such a low level, plants will be able to keep nitrogen usage at a safe minimum level.
This is an application of Boyle's Law (P1V1=P2V2), which states that, as a given quantity of confined gas is compressed or expanded at a constant temperature, the volume varies inversely to the absolute pressure.
You must size the components for expansion-tank blanketing for the application. In most cases, a simple gas regulator is not accurate or responsive enough for blanketing. Even though a very low (in. of water) regulator may be used, it cannot possibly maintain a pressure with accuracy under varying conditions or when conditions are static ," i.e., constant liquid level ," because of its inherent droop characteristics (droop-deviation-offset is defined as the decrease in outlet pressure as flow increases).
Spring-loaded gas regulators primarily are designed to maintain the downstream pressure of a flowing gas. They tend to overshoot before tight shutoff and are not responsive to small pressure drops. Pressure must drop significantly for the regulator to be wide open. Therefore, you must employ some sort of a modified pilot-loading system to get the accuracy and speed of response needed.
Fig. 3 shows a typical nitrogen-blanketed expansion tank. Ideally, at least two or three openings are provided on the top of the tank for introducing the inert gas, monitoring and relieving pressure, and relieving vacuum.
Figure 3. Nitrogen-Blanketed Expansion Tank
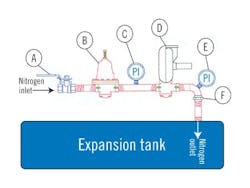
Tank components
A. Shutoff ball valve designed for handling gas, including nitrogen.
B. Supply pressure regulator with built-in relief valve for reducing and regulating a high inlet pressure to a lower outlet pressure and holding the reduced pressure within limits.
C. Pressure gauge to provide positive indication of the pressure prior to the main regulator.
D. Self- or pilot-operated regulator. This valve is the heart of the nitrogen regulation system for the tank. The pressure relief should be set for pressure not to exceed 1 psig. The inlet pressure can range from 25 psi to 5 psi.
E. Pressure gauge to provide positive indication of the pressure at the tank.
F. Check valve to ensure flow in one direction into the expansion tank.
The expansion tank generally is located at the highest point of a closed-loop heating system.
In addition to the components noted in the figure, you might want to consider a rupture disc and a vacuum breaker, installed separately on the expansion tank independent of the nitrogen system. These are good options for existing tanks with questionable pressure-handling capabilities. They can also help in situations requiring added safety to prevent over-pressurization or implosion of the expansion tank. In such cases, temperature swings during heating and cooling of the system's fluid can create a vacuum condition.
Select materials of construction suitable for the temperature of and around the expansion tank. In addition, choose elastomers and springs that are compatible with the temperature and the vapors of the heat-transfer fluid to be used. Install a heat sink between the nitrogen system and the expansion tank to ensure a cooler environment within and around the nitrogen system. Commonly used materials of construction include stainless steel, carbon steel, bronze and aluminum, as well as Teflon or Viton elastomers.
To maintain low heat-transfer fluid vapor pressures at elevated operating temperatures, ensure that the expansion tank is designed for the given temperature and pressure, and is built to the American Society of Mechanical Engineers (ASME), Section VIII, Div. I standards.
* Zak Shums was president of Liquid Process Systems Inc., Indian Trail, N.C. When this article was released in 2003. He is now deceased. The company provides heat-recovery and filtration systems for hot oils or heat-transfer fluid systems. Doug Vargas of Invensys Systems, Melinda Schnell of Tyco Valves and Claude Strick of HVAC & industrial Controls also contributed to this article. For more information, call 704-821-1115 or e-mail [email protected].