Case Study: Petrochemical Complex Reduces Utility Costs

A European petrochemical site wanted to reduce energy costs, increase energy efficiency, decrease emissions, and evaluate alternative processes as part of a digital transformation project. The facility encompasses two complexes. One is a polyolefin unit that includes world-scale polypropylene and polyethylene plants. The other is a petrochemical plant that produces additives, polyvinyl chloride, polymers, extracted butadiene and di-isobutylene.
The operating company contacted KBC. Based on successful projects performed at many similar sites, KBC initially proposed evaluating the facility’s complex energy system networks to estimate the benefits of optimizing the networks in real-time. This evaluation justified implementing the energy management system. Once the company approved the plan, KBC completed the model building and configuration stage in approximately four months; the entire implementation project ran from September 2019 until October 2020. The project provided the desired results and achieved a payback period of less than one year.
Better Energy Management
KBC recommended and commissioned its Visual MESA (VM) energy management system (Figure 1) to handle the production and distribution of the energy demanded by the process (e.g., steam, power, fuel gas, fuel oil, boiler feed water, and more) to simultaneously decrease costs and emissions, as well as to calculate and historize several energy-related key performance indicators (KPIs). The VM Energy Real Time Optimizer (VM-ERTO) application provided the operating company with multiple benefits including process-energy-demand monitoring, utilities-cost and real-time-emissions optimization, and what-if studies. Furthermore, the system used sensor data for equipment and plant status validation. Thus, the site always knew the operational conditions.
Implementing site-wide energy optimization involved four main stages.
1. Definition and installation. In this first stage of the project, KBC held several weekly meetings with the facility’s engineering team. These discussions ensured the real-time digital-twin-based optimization model considered all operating constraints and accurately represented the site utility system. The engineers collected data and plant information including energy system diagrams, measurement tags and equipment datasheets. This enabled compiling a list of identified optimization variables and constraints, and evaluating the control system to determine how the identified optimization handles were related to the existing control strategies. Engineers were able to identify the optimization degrees of freedom accordingly.
Then, the VM-ERTO model was installed and connected to real data. It was built to automatically adapt to multiple operational scenarios and enable engineers to compare project alternatives. The team set the model to run automatically every 30 minutes. The model evaluated not only continuous variables but also discrete decision variables such as turbine/motors swaps and other equipment start/stop. By adjusting optimization limits, engineers explored current and future operational scenarios that satisfied energy system objectives.
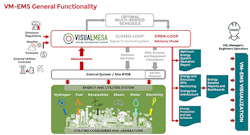
Figure 1. Digital twin using real-time data can provide wide-ranging benefits.
2. Modeling and configuration. The second stage involved the creation of a detailed model of the fuels, steam, power, water, hydrogen and emissions. It was built and validated with real data. Because the system was implemented as open-loop advisory, improvements were made either on a daily or per-shift frequency. Operations staff received custom reports to understand the optimization actions, their impact and real-time monetary savings after implementing each recommendation. The system also monitored the fuels usage and calculated greenhouse gas (GHG) emissions. These usually decreased due to the optimization actions taken and helped the operating company achieve a more-sustainable operation. The energy efficiency improvement observed directly related to the carbon footprint reduction.
Certain coordinated actions in different plants and areas were key to decreasing energy costs and more efficiently managing energy usage. The increased use of a turbogenerator while avoiding steam letdowns sitewide improved overall efficiency and cut electricity demand. Selecting the appropriate turbine and motors helped reduce letdown and vents as well as excess low-pressure steam to the air preheaters. This resulted in lower site total steam demand.
The operating company always used low-pressure steam to run the air preheaters to increase boiler efficiency, which averages 91%. However, the real-time optimizer found that producing this steam at higher efficiency was more expensive than eliminating the steam for air preheating. To reduce the total steam demand for the site, the optimizer consistently recommended that the air pre-heaters only run when low-pressure steam was in excess.
3. Training of users. Stage three occurred before the roll-out. Engineers received one-week hands-on training to educate the team on how to navigate the VM-ERTO model, modify it, and access information for the carbon dioxide (CO2) reduction roadmap assessment. In addition, advanced training took place to ensure the benefits were sustainable. This training taught attendees how to adjust constraints, build and maintain models, add new equipment or measurements, create custom reports and run case studies within the model. Also, the workflows were reviewed.
4. Acceptance and commissioning. At this stage, the engineering document that described the model and system was produced. This document helped the operating company maintain the energy management system. Stage four also involved presenting, analyzing and discussing the benefits with the objective of sustaining long-term benefits. After the system commissioning, rigorous screening of many potential project alternatives for CO2-emission reductions occurred — as did analysis and prioritization of alternative decarbonization projects employing the same model that performed real-time optimization. The engineers reviewed the optimization outputs, economic impact, and the results.
By using the real-time model filled with historical data to evaluate various case studies, the company’s engineers prioritized which projects to implement and the appropriate sequence to follow. This helped identify projects related to the site decarbonization program. Staff could estimate the real emission-reduction and operating-cost impact achievable when implementing the projects in the current utility system.
The KBC team adjusted the process units’ steam consumption using historical data to a typical annual average for a representative base case. It also modified the VM-ERTO base case model to include four alternative projects: 1) changes in steam recovered in transfer line exchangers; 2) cracking furnaces’ fuel gas consumption; 3) low- and medium-pressure dilution steam use; and 4) multiple-stage turbine-driven compressor power. The team reviewed and adjusted optimization limits with an eye to future operational scenarios and energy system objectives such as steam production and transfer between plants, gas and liquid fuels burning, and market constraints.
Impressive Results
The VM-ERTO ran automatically and continuously to reduce energy system operating costs and to calculate, validate and historize more than 100 utility-system KPIs. Some of the monitored KPIs included the efficiency of boilers, steam turbines and preheaters, and the performance of heat exchangers.
Specifically, the system recommended the manual implementation of the following optimization actions:
• liquid fuels to steam boilers;
• air inlet temperature to boilers;
• some manual steam letdowns and aerocondenser;
• medium-pressure extraction steam from large steam turbines driving compressors;
• medium-pressure steam extraction and load from a turbogenerator;
• hydrogen management across the network; and
• turbine/motor swaps.
These main optimization handles resulted in changes to the following variables through the control system:
• steam production and fuel gas consumption at boilers;
• steam letdowns and vents;
• import/export of medium-pressure steam to and from the power plant;
• turbocompressors’ throughput and condensates;
• turbogenerator’s throughput and condensates; and
• fuel gas and hydrogen to flare.
The site used a single real-time digital-twin model to collect all the information and automatically produce optimal actions. Customized reports enabled evaluation and comparison of how proposed changes impacted the energy system on emissions. Operators could easily access these actions via a web-based interface that also allowed everyone company-wide to view the shared information via the Intranet.
The energy manager and site engineers could track overall efficiency performance, cost and emissions in real time. Because the model auto-adapts based on current operating conditions, it continuously provided energy cost-savings even as demand or fuel prices varied.
The digital package optimized the operating company’s energy usage across its entire site to reduce operating costs and meet emission reduction targets. Specifically, by using the VM-ERTO application, the site decreased energy costs by roughly 1.7% during normal conditions. When operating under abnormal situations, the facility reported additional savings of up to 7%. In addition, it lowered overall site fuel consumption by 1.5% and, consequently, GHG emissions by ≈1%. These findings suggest that using an energy digital twin is key for site-wide energy optimization at industrial complexes. It helps coordinate plant areas and leverage synergies to maximize profits.
RITA TRELEWICZ is a product marketing manager for KBC (a Yokogawa company), Houston. Email her at [email protected].