Stop Explosion Propagation

Industrial explosions are a constant threat to any facility that handles combustible vapors or finely divided combustible dust. Most organic material will burn in a solid form; if this same material is in a dust or vapor form, under certain conditions it will explode. Combustible dust and vapor explosions happen frequently in the processing industry. Sometimes these explosions remain confined to the process vessel in which they originate. However, more often than not, the initial explosion will result in a secondary explosion with devastating results outside the vessel or through interconnecting ducts or pipes.
Having a comprehensive plan to prevent an explosion from happening under normal circumstances and mitigating the effects of the deflagration under upset conditions is critical to the safe operation of any facility that is faced with this threat. The plan must include considering identifying where potential for flame propagation exists and a decoupling strategy to prevent this propagation from occurring. This article will discuss various explosion-isolation options.
For an explosion to occur, five elements must be present:
1. fuel, i.e., a combustible dust or vapor;
2. an ignition source;
3. an oxidizing agent, which usually is the oxygen in the air;
4. confinement, which results in pressure buildup during the incipient explosion; and
5. in the case of dust, dispersion into the airstream.
In the chemical industry, vessels typically subjected to this threat include dryers, mills, reactors, air/material separators such as dust collectors, and storage vessels. In these vessels, it is common for the combustible dust to reach its minimum-explosive-concentration level at least locally within process vessels. All that’s needed to initiate the deflagration is an ignition source. The pressure from the incipient explosion travels at the speed of sound while the growing fireball initially propagates at a much slower speed. A typical sequence for a dust explosion includes:
• The dust cloud becomes ignited.
• The deflagration pressure results in rupture of the vessel.
• The shock wave from the ruptured vessel liberates dust that has accumulated on horizontal surfaces in the process area, such as atop beams, ducts, conveyors and even light fixtures, causing the dust to become suspended in the process area.
• The fireball escaping from the vessel ignites the newly suspended dust in the process area, triggering a secondary explosion that can destroy the building.
• Flame propagation occurs through interconnected ducts, chutes or conveyors to connected equipment upstream or downstream, prompting highly energetic explosions in these connected vessels (Figure 1).
Ignition control, proper housekeeping to remove residual dust, continuous training of plant personnel on dealing with the dust explosion risk, and management of change to address the effects of a process or product change are all critical to helping prevent an explosion from occurring under normal operating conditions. Unfortunately, abnormal conditions that result in an explosion can occur in any process line. This is why the National Fire Protection Association (NFPA), Quincy, Mass., requires the use of explosion mitigation techniques for vessels subjected to an explosion threat. NFPA 69 [1] lists a number of mitigation methods for dealing with this risk. These methods include inerting with a noncombustible gas or dust, building the vessel strong enough to withstand the pressure from a deflagration (containment), explosion venting and explosion suppression. Except for inerting, these protection techniques don’t eliminate the risk of an explosion initiating in one vessel and propagating to interconnected vessels.

Figure 1. Highly energetic explosions can occur in connected equipment.
Explosion Propagation
The transmission of flame from one vessel to another through an elongated duct results in enhanced burning rates because the turbulence created during propagation increases the mixing of fuel and air. The result can be a flame jet ignition and pressure piling traveling to the interconnected vessel. This often causes a much more energetic explosion in the second vessel than in the source vessel. If explosion protection measures such as venting or suppression are installed on the second vessel, they likely were sized based on a specific deflagration index (KST). KSTvalues are determined using two 5,000-joule igniters, or 10,000 joules of energy. The flame jet ignition can produce a significantly higher energy level, resulting in a much more severe explosion than that for which the protection measures are designed.
When left unchecked, flame propagates through interconnected duct from initial flame speeds of around 10 m/sec to a speed where they transition to a detonation, i.e., the speed of sound (343 m/sec). Documented testing has shown risk of this transition occurs in relatively short distances — 40 duct diameters for vapors, 80 duct diameters for dusts. Few explosion protection measures are designed to withstand the effects of a detonation.
The risk and effects of flame propagation are recognized by NFPA in a number of standards related to dealing with explosion risks, such as NFPA 68 and NFPA 654 [2,3]. Section 7.1.6.1 of NFPA 654-2013 states: “Where an explosion hazard exists, isolation devices shall be provided to prevent deflagration propagation between connected equipment in accordance with NFPA 69, Standard on Explosion Prevention Systems.” In addition, the U.S. Occupational Safety and Health Administration’s Combustible Dust National Emphasis Program CPL 03-00-008 [4] identifies the lack of explosion isolation as a citable offense under its General Duty Clause.
Explosion Isolation
Explosion isolation devices prevent a deflagration in a process vessel from propagating through a connection such as a duct, chute or conveyor to other equipment where it could cause subsequent explosions. The devices work by decoupling the flame propagation and pressure piling between connected equipment. A number of different explosion isolation techniques are recognized as suitable by NFPA 69. These isolation techniques generally are categorized as either active or passive.

Figure 2. Extinguishant such as sodium bicarbonate smothers flame.
Active Explosion Isolation. An active system includes detection components and a control unit as well as the isolation device itself. Detection is performed by either pressure-activated explosion detectors, radiant-energy flame detectors or a combination of these. During an incipient deflagration, the pressure wave is traveling much faster than the flame front, so for energetic deflagrations, pressure-activated detectors will be most useful. This style of detector comes either as a static or fixed-set-point unit, or a dynamic or rate-of-pressure-rise detector. For less energetic explosions that potentially may take a longer time to sense the pressure rise (such as with low KST dust hazards in larger volumes), the rate of pressure increase is relatively low, so a radiant-energy detection device such as an infrared detector positioned near the mouth of the duct often will spot the deflagration faster than a pressure sensor can. Once detection is achieved with either style device, a signal goes to the control unit. The control unit then activates the isolation device. In addition, as required by NFPA 69, the control unit will have the process controller shut down any equipment that moves product or air through the protected volume.
The active isolation devices are either chemical or mechanical in nature. A chemical isolation device works by rapidly discharging a chemical extinguishing agent, such as sodium bicarbonate, into connecting ductwork to mitigate flame propagation (Figure 2). This is done through a pressurized extinguisher mounted directly to the interconnecting duct. Mechanical isolation options include a high-speed gate valve (Figure 3). Milliseconds after the valve’s detectors sense explosion pressure or flame, the controls rapidly deploy a mechanical barrier — closing the valve’s gate across the connecting ductwork. Due to their cost, high-speed isolation gate valves are most commonly used in applications where the deflagration dust threat involves a high-value product such as a pharmaceutical dust that can’t tolerate contamination from dry chemical extinguishants.
Determining where the active isolation barrier should be located requires consideration of a number of factors, including the explosivity characteristics of the dust, size of the duct, detection methodology, reaction time of the isolation device to fully create a barrier, and the reduced pressure in the source vessel. Computer modeling often uses these parameters to determine minimum and maximum isolation barrier locations for each specific application.
Passive Explosion Isolation. A variety of passive devices can mitigate flame propagation. NFPA 69 lists the following options as suitable:
1. flame front diverters;
2. passive float valves;
3. passive flap valves;
4. material chokes (rotary valves);
5. static dry flame arresters;
6. hydraulic-type (liquid seal) flame arresters; and
7. liquid product flame arresters.

Figure 3. High-speed closing of valve’s gate prevents passage of flame.
Deflagration pressure activates the first three devices. Flame front diverters reroute the flame front to atmosphere through an opening such as a rupture disc or explosion door to minimize flame from passing through. These devices only are suitable for use outdoors in an orientation that enables safe flame ejection. Because they redirect but don’t completely block flame passage, flame front diverters can’t serve as the only means of isolation if the design intent is to completely stop flame propagation (NFPA 69-2014 12.2.1.5).
Passive float valves have internal valve plugs that can move axially within their housings (Figure 4). If an explosion occurs, the pressure wave in advance of the flame front will push and lock the valve against the internal housing, creating a mechanical barrier. These valves can be single direction or bidirectional. They typically are used only for light dust loading applications.
Passive flap valves are mounted on the horizontal inlet of the protected vessel, with an interior flap plate held open by the process airflow (Figure 5). When a deflagration occurs, the pressure preceding the flame front causes the internal flap plate to close, creating a mechanical barrier to stop flame propagation upstream. A latching mechanism is required to prevent “bounce” that could allow flame to pass. These devices also must have continuous monitoring for any dust accumulation that may occur, except when there’s a documented risk assessment and appropriate internal inspection protocol and frequency that has been approved by the authority having jurisdiction (AHJ).
Each of these passive isolation methods requires testing and certification of suitability for its use as an explosion isolation device by a recognized testing organization acceptable to the AHJ.
A rotary valve intended for use as an explosion isolation valve must meet certain criteria as listed in NFPA 69. These include design strength suitable for the explosion pressures that could be reached, a minimum of six vanes diametrically opposed, with at least two vanes on each side of the housing in a position of minimum clearance at all times, metallic construction unless otherwise tested and, to ensure no flame passage, external bearings as well as a maximum allowable gap between the internal flights and housing of 0.2 mm.

Figure 4. Such units primarily suit light dust loading applications.
The last three passive isolation devices — static dry flame arresters, hydraulic-type (liquid seal) flame arresters and liquid product flame arresters — are used specifically for combustible vapor applications and are not to be used for combustible dust explosion propagation threats. NFPA 69-2014 Sections 12.2.5, 12.2.6 and 12.2.7 provide prescriptive requirements for the use and limitations of these devices.
Every explosion isolation method, whether active or passive, needs routine maintenance. NFPA 69 requires inspection at 3-month intervals. This frequency can be modified based on documented operating experience and hazard analysis, with approval of the AHJ and the explosion-prevention-system designer. Inspection records must be kept on file for a minimum of 3 years.
Changes to the process can significantly impact the effectiveness of the explosion isolation method. Some factors that could compromise the explosion isolation system include a change in equipment, product, operating temperature or pressure, process flow or air flow. It is critical to develop and adhere to a robust management-of-change policy for assessing changes to the process or product that could potentially undermine the ability of the explosion isolation method to perform as originally designed.
Selecting An Isolated Method
Determining a suitable isolation method for a given application requires consideration of a number of factors — including the type of combustible material being handled, the material’s propensity for caking or deposits, the impact of product contamination after isolation, initial cost and ease of maintenance. Table 1 gives a snapshot of several key parameters for some isolation methods.
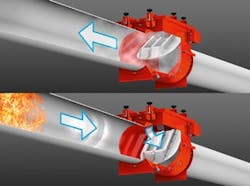
Figure 5. Devices must have latching mechanisms to prevent “bounce” that could allow flame through.
Passive protection often is an attractive option. For vessels with single, smaller-diameter ducts requiring isolation, it’s generally the least expensive choice, both in initial investment and ongoing maintenance costs. Post-explosion refurbishment usually is less costly and simpler than for active systems. Moreover, plant personnel typically can perform routine inspection of most passive isolation methods. When considering passive isolation for new applications, discuss its suitability with an explosion protection professional before finalizing on plant component layouts. Duct orientation, dust loading, airflow and pressure drop will impact the efficacy of using passive devices for explosion isolation.
Active explosion isolation usually is a more flexible choice than passive because it can be installed on ducts regardless of orientation or dust loading. The explosivity limitations for active systems generally are much broader than those for passive systems. In addition, because active systems provide no internal obstructions during normal operation, they don’t pose pressure drop concerns. The initial cost for active isolation often is more than that for passive isolation; the comparison is very application-specific and depends upon factors such as process configuration and duct size. Active systems typically require more extensive maintenance than that needed for passive barriers, because more components — the detection devices, control unit and the isolation barrier (chemical or valve) — must be inspected.

Table 1. Consider a variety of factors when selecting an isolation method.
All isolation methods have limitations. So, it’s critical that the isolation method has been tested and approved for the parameters of the particular installation. Work with an experienced explosion protection professional to determine an explosion isolation strategy that’s best suited for your application.
DAVID GRANDAW is vice president, sales, for IEP Technologies, Marlborough, Mass. Email him at [email protected].
REFERENCES
1. “NFPA 69: Standard on Explosion Prevention Systems,” 2014 ed., National Fire Protection Assn., Quincy, Mass. (2014).
2. “NFPA 68: Standard on Explosion Protection by Deflagration Venting,” 2013 ed., National Fire Protection Assn., Quincy, Mass. (2013).
3. “NFPA 654: Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing and Handling of Combustible Particulate Solids,” 2013 ed., National Fire Protection Assn., Quincy, Mass. (2013).
4. “Combustible Dust National Emphasis Program,” CPL 03-00-008, U.S. Occupational Safety and Health Admin., Washington, D.C. (2008).