Forestall Fire And Explosion Hazards From Liquids
Many process plants handle flammable liquids. Sometimes, the vapor of such a liquid forms a flammable concentration inside process equipment and, sometimes, even outside that equipment. This can pose risk of fire, flash fire or, if the vapor resides within a vessel or a building, explosion. All cases in which flammable vapors occur demand special study and precautions to control this risk to ensure the safety of people, plant, community and your business.
In this article, we’ll look at how the properties of volatile liquids influence fire and explosion risk, and how developing a “basis of safety” can mitigate this risk. We’ll specifically consider the techniques available for risk reduction through vapor control, use of inert gas, ignition source control, and explosion protection — and the importance of effective implementation and upkeep of safety measures.
Assessing The Risk
A fire or, indeed, a flash fire will occur when a fuel (a flammable liquid vapor), an oxidant (usually the oxygen in air), and an ignition source concurrently exist in one location. These three elements are commonly visualized as the “sides” of a fire triangle. If these three elements are concurrently present within a confined space, an explosion will result.
To begin the assessment of the risk of fire or explosion at a facility and to determine the necessary measures for ensuring safety, you must gather certain information on the flammability characteristics of the liquids (and their vapors) on site. This information relates to conditions for forming a flammable vapor atmosphere, the vapor’s ease of ignition, oxygen levels to prevent explosion and the pressure of explosion.
You must assess several safety-critical flammability properties:
• Conditions for combustion — flash point per ASTM D93, and lower and upper flammability limits (LFL and UFL) per ASTM D681;
• Ease of ignition — minimum ignition energy (ASTM E582), and auto-ignition temperature (ASTM E659);
• Controlling oxidant — limiting oxygen for combustion (ASTM E2079); and
• Explosion effects — maximum explosion pressure (EN 13673-1), and maximum rate of pressure rise (EN 13673-2).
Note that processing conditions such as temperature, pressure and presence of second phases/mixtures influence the flammability characteristics of liquids. Unfortunately, very limited data are available on the flammability properties of liquids or liquid mixtures at low and elevated temperature and pressure conditions. Therefore, if you are handling/processing flammable liquids at conditions other than ambient temperature and atmospheric pressure, you must experimentally determine their flammability properties at representative process conditions.
Managing The Hazards
Properly dealing with fire and explosion hazards requires control of three key elements — vapor concentration, oxidant concentration and ignition sources — as well as effective explosion protection.
Control of vapor concentration. Methods of controlling the vapor concentration at a safe level include maintaining the liquid below its flash point temperature or providing adequate ventilation to keep the concentration of vapor under its LFL.
Flash point is defined as the lowest temperature, corrected to the standard atmospheric pressure of 14.692 psi (760 mm Hg), at which enough vapor exists above a liquid surface to form an ignitable/flammable mixture with an oxidant (usually the oxygen in air). Therefore — if possible — maintaining the liquid temperature below its flash point will ensure an insufficient concentration of vapor exists above the liquid surface to form a flammable mixture.
You can measure flash point via either closed-cup or open-cup methods. The closed-cup method prevents the escape/dilution of vapor to the surroundings and therefore results in a lower flash point value. Results from the closed-cup method usually are used to assess flammability conditions within closed process and storage vessels for liquids.
For processes where the order of adding various liquids to a vessel isn’t critical, it’s best to first add the liquid(s) with higher flash point as doing so might reduce the likelihood of the formation of a flammable atmosphere in the vessel.
Providing adequate ventilation would maintain the concentration of vapor in the work area and perhaps within the process equipment under the LFL (preferably below 25% of the LFL).
The supply (and) exhaust of air in a building generally is referred to as dilution ventilation and is intended to dilute the contaminated air with uncontaminated air for controlling potential airborne health hazards, fire and explosion conditions, odors, and nuisance-type contaminants. According to NFPA 30, “Flammable and Combustible Liquids Code”, a ventilation rate of not less than 1 ft3/min/ft2 (0.3 m3/min/m2) of solid floor area should suffice to maintain the concentration of vapors within the area at or below 25% of the LFL.
Ventilation should include all floor areas and pits where flammable vapors can collect.
Note that dilution ventilation isn’t as effective as local exhaust ventilation (LEV) for capturing vapors at the sources of release, for example during liquid dispensing or at the openings of vessels and equipment that contain flammable liquids. LEV is an engineered system that — if correctly designed, installed, utilized and maintained — will capture the vapor at its source and transport it to a safe exhaust point, scrubber, thermal oxidizer or filter.
Control of oxidant concentration. Limiting oxidant concentration (LOC) is the minimum quantity of an oxidant that’s required for flame propagation through a homogenous gas/vapor mixture. Replacing oxidant with an inert gas (typically, nitrogen, carbon dioxide or argon) — commonly referred to as inert gas purging/blanketing or simply inerting — can keep oxidant under the LOC. Inerting doesn’t replace the flammable vapors but instead reduces the concentration of oxygen to a level insufficient to support combustion. Note that LOC depends on the nature of the fuel as well as the type of inert gas employed.
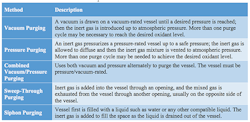
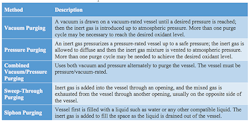
Table 1. These are common options for inerting.
You can use a number of inerting methods, including vacuum purging, pressure purging, combined pressure/vacuum purging, sweep-through purging and siphon purging, to reduce the oxidant concentration to a pre-determined safe level (Table 1).
Table 2 summarizes the safety margins required by NFPA 69, “Standard on Explosion Prevention Systems,” based on the LOC value and whether the oxidant concentration is continuously monitored.
Generally, control of vapor concentration, if viable, is a better option than inerting, which poses an inherent asphyxiation hazard if containment of the inert gas is lost.
Control of ignition sources. This involves identifying and eliminating all credible ignition sources that would have sufficient energy to ignite the flammable atmosphere under both normal and foreseeable abnormal operations. Typical ignition sources include heat sources, friction/impact sparks, electrical arcs and sparks, and electrostatic discharges.
In processes where heat is applied (e.g., drying of solvent wet materials), you must maintain the temperature below the auto-ignition temperature. Additionally, you should insulate/shield hot surfaces.
Measures to avoid friction/impact sparks in locations where flammable atmospheres may exist include:
• Regular inspection and maintenance of mechanical equipment to prevent overheating and sparking due to their failure;
• Conducting hot work operations under a “hot work permit” system in accordance with NFPA 51B, “Standard for Fire Prevention During Welding, Cutting and Other Hot Work.”
Incorrectly specified electrical equipment can generate arcs and sparks. Therefore, you must ensure that the electrical equipment suit their operating environments. Article 500 of the National Electrical Code/NFPA 70 contains guidelines that specify hazardous area classifications and determine the type and design of equipment and wiring methods permitted in classified areas. The intent of Article 500 is to prevent electrical equipment from providing a means of ignition for an ignitable atmosphere. NFPA 497, “Recommended Practice for the Classification of Flammable Liquids, Gases, or Vapors and of Hazardous (Classified) Locations for Electrical Installations in Chemical Process Areas,” provides guidance on classification of locations for vapor/air atmospheres.
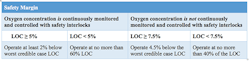
Table 2. NFPA 69,“Standard on Explosion Prevention Systems,” mandates these margins.
General precautions for controlling electrostatic ignition sources include:
• Preventing accumulation of static charges on conductive (metal) items with effective bonding and grounding so the items remain at zero electrical potential (voltage). A resistance to ground less than 106 ohms generally suffices for this purpose. Effective bonding and grounding requires identifying and grounding conductive equipment and objects within a process that could become electrostatically charged, as well as periodic inspection and testing of the bonding and grounding systems.
• Ensuring people are properly grounded. The human body is a conductor and, if left electrically insulated from ground during normal activity, the voltage (potential) on the body typically can reach 10–15 kV. This translates into a spark energy in the range of 10–30 mJ. Operators can become electrostatically charged by actions such as walking on an insulating surface, manually pouring liquids and powders from one container to another, or brushing against surfaces.
Use of static dissipative footwear combined with conductive or static dissipative flooring provides a practical means to ensure grounding of people working in locations where flammable atmospheres might exist. Static dissipative footwear must have a resistance-to-earth between 106 ohms and 108 ohms. Alternatively, personnel can use grounding wrist straps but these may not be practical where people must move around.
• Considering the use of conductive or static dissipative items such as containers, hoses, liners and coatings with a surface resistivity <1011 ohm/square instead of non-conductive (insulating) items that could accumulate electrostatic charges and readily ignite flammable vapor atmospheres.
Explosion protection. If you can’t prevent formation of a flammable atmosphere and can’t reliably identify and eliminate all sources of ignition, then the possibility of a fire, flash fire or explosion exists. Under such conditions, you should implement explosion protection measures to safeguard people and minimize damage to facilities. Of course, you still should take all reasonable steps to reduce the possibility of formation/spread of flammable atmospheres and to exclude potential ignition sources. Explosion protection measures include:
• Explosion containment — This involves constructing the equipment to withstand the maximum explosion pressure resulting from the deflagration of the fuel/air mixture within the equipment.
• Explosion suppression — Early detection of an explosion and rapid injection of a suitable flame suppressant can prevent the explosion pressure from reaching a level that could damage the equipment. After activation, the system will attain a “safe” reduced pressure well below the unsuppressed explosion and prevent enclosure rupture and damage.
• Explosion relief vending — The underlying principle here is that an explosion in a vessel causes relief vent(s) of sufficient area to open rapidly and relieve hot gases and (burning) materials to a safe location and prevent over-pressurization of the protected enclosure. Relief venting is relatively inexpensive compared to containment and suppression methods and is simple to install and maintain in many cases. Venting of explosion products (flame, heat and materials) to the inside of a building usually isn’t acceptable unless you can install a vent duct to direct the products of combustion, from the vent to a safe location outside the building or consider a flameless vent.
• Isolation — An explosion can propagate through ducts, pipes, chutes, conveyors, etc. Therefore, regardless of the type of explosion protection method under consideration, you also must consider “explosion isolation” measures to prevent the explosion from propagating from where it originates to other locations in the facility. The first step in isolating an explosion is to avoid unnecessary connections. If this isn’t possible, consider mechanical or chemical isolation systems.
Properly Tackle Risks
To effectively evaluate and manage flash fire and explosion hazards, you must:
• Assess the explosibility characteristics of all potentially flammable liquids at your plant;
• Have a good understanding of your processes and operations;
• Perform flash fire and explosion hazard analyses to identify locations where flammable atmospheres are, or could be, present under both normal and abnormal conditions; potential ignition sources, again under normal and foreseeable abnormal conditions; and the effectiveness of existing safety measures;
• Establish a “basis of safety” — practical measures for prevention, protection and isolation to ensure safety;
• Ensure in-house process safety competency;
• Implement written safety management programs; and
• Conduct regular inspection and maintenance of equipment and the facility.
VAHID EBADAT, Ph.D., is CEO of Stonehouse Process Safety, Inc., Lawrenceville, N.J. Email him at [email protected].
REFERENCES
1. “Flammable and Combustible Liquids Code,” NFPA 30, 2018 ed., National Fire Protection Assn., Quincy, Mass.
2. “Standard for Fire Prevention During Welding, Cutting and Other Hot Work,” NFPA 51B, 2019 ed., National Fire Protection Assn., Quincy, Mass.
3. “Standard on Explosion Prevention by Deflagration Venting,” NFPA 68, 2018 ed., National Fire Protection Assn., Quincy, Mass.
4. “Standard on Explosion Prevention Systems,” NFPA 69, 2019 ed., National Fire Protection Assn., Quincy, Mass.
5. “National Electrical Code,” NFPA 70, 2020 ed., National Fire Protection Assn., Quincy, Mass.
6. “Recommended Practice on Static Electricity,” NFPA 77, 2019 ed., National Fire Protection Assn., Quincy, Mass.
7. “Standard for Exhaust Systems for Air Conveying of Vapors, Gases, Mists, and Noncombustible Particulate Solids,” NFPA 91, 2020 ed., National Fire Protection Assn., Quincy, Mass.
8. “Recommended Practice for the Classification of Flammable Liquids, Gases, or Vapors and of Hazardous (Classified) Locations for Electrical Installations in Chemical Process Areas,” NFPA 497, 2017 ed., National Fire Protection Assn., Quincy, Mass.