Process Safety Management Audits Uncover Mechanical Integrity Issues

Process safety management (PSM) audits play a crucial role in evaluating the effectiveness of a company’s current programs and identifying potential improvements as well as in complying with relevant regulatory requirements such the 29 CFR 1910:119 Process Safety Management standard of the U.S. Occupational Safety and Health Administration (OSHA) and the 40 CFR 68 Risk Management Program (RMP) rule of the U.S. Environmental Protection Agency (EPA) [1,2]. A facility with a process covered by these regulations must conduct compliance audits every three years.
Previous articles [3, 4] have pointed out deficiencies that audits often find with operating and safe limits, operating procedures, and training. Here, we will look at common audit findings in mechanical integrity (MI) programs.
An MI program [5, 6] should help ensure continued safe and reliable operation of equipment associated with a hazardous process, based on documented design and process safety information (PSI); maintenance efforts consistent with recognized and generally accepted good engineering practices (RAGAGEPs), such as those published by the American Petroleum Institute (API); and the appropriate evaluation and management of process risks. Equipment malfunction or failure and loss of containment can lead to equipment downtime, process upsets, quality problems and, perhaps, significant process safety incidents resulting in personnel injury, equipment damage and environmental harm. This article addresses several of the most frequently observed audit findings related to MI and provides guidance on how appropriate implementation of requirements for PSM elements can improve compliance and ultimately contribute to safe operations and manufacturing excellence.
Requirements/Background
A company implements an MI program to protect against equipment failure or malfunction, such as leaks from process vessels and piping, that can lead to the release of hazardous chemicals. Loss of containment can cause exposure to toxic chemicals, fires and explosions, significant equipment damage, and environmental harm [7]. Equipment failure, even without loss of containment or other potential hazardous events, also can result in process downtime, productivity issues and supply chain disruptions.
The scope of an MI program typically is very broad, encompassing most, if not all, equipment in a process that contains hazardous materials. So, for example, a large process plant or refinery must include a massive amount of equipment in its MI program. Process equipment in the MI program generally is identified as part of the PSI documentation, which may label equipment “PSM critical” or use some other term to indicate the equipment: 1) typically contains hazardous materials; 2) is a safeguard listed in the process hazard analysis (PHA); 3) is part of another safety system intended to help prevent or mitigate hazardous events; or 4) is covered by RAGAGEP requirements.
The MI program must include inspection or test procedures for all process equipment considered PSM critical. The OSHA PSM standard specifically identifies certain kinds of equipment:
• pressure vessels and storage tanks;
• piping systems;
• relief and vent systems;
• emergency shutdown systems;
• controls; and
• pumps.
However, this only represents a starting point, with other equipment added as appropriate based on the processes and hazards at the facility.
Important parts of an MI program are 1) developing maintenance procedures, and 2) training mechanics and other maintenance personnel.
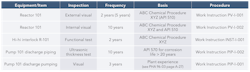
An inspection, testing and preventive maintenance (ITPM) plan that identifies the equipment included in the MI program and the inspection and testing requirements, based on RAGAGEPs, manufacturers’ recommendations, PHA or other risk-evaluation dictates, or required operating practices should be developed. Figure 1 shows an example ITPM program [5, 7].
Common Audit Findings
PSM compliance audits often find a number of common issues with MI programs. These failings fall into six general categories: the general MI program; maintenance procedures; maintenance training; the ITPM plans; equipment deficiencies; and quality assurance. So, let’s look at each of these.
1. General MI program. Some facilities have implemented preventive maintenance practices but have not developed fully documented MI programs as required by the regulations. In other cases, the MI program may not have identified and included all equipment associated with the covered process. A company may spot gaps in the program by checking the regulatory requirements, auditor review of facility PSI (e.g., equipment files, safe limits tables, safety system and emergency response equipment), or auditor knowledge of RAGAGEPs. In addition, an auditor examination of PHAs may help identify safeguards that have been credited for helping to prevent or mitigate the consequences of potentially hazardous scenarios but that have not been included in the MI program.
Guidance: Broadly assess the covered process, taking into account regulatory requirements, PSI documentation, PHA review, and appropriate RAGAGEPs, to ensure the MI program includes all relevant equipment. Consider identifying “PSM critical” equipment as part of the PSI equipment documentation, based on the potential consequences of equipment failure or malfunction. Document equipment types and the requirements for each in the ITPM plan (see below).
2. Maintenance procedures. In many cases, maintenance procedures have not been developed and documented for equipment associated with the covered processes to ensure ITPM activities are conducted appropriately and consistently by qualified personnel with proper documentation of the results. In some cases, a manufacturer has developed procedures but these are not incorporated. Procedures also may not be provided for common maintenance activities, such as equipment lubrication or calibration, or to address RAGAGEP requirements. Procedural gaps and lack of direction or training for maintenance personnel can undermine inspection, testing or other maintenance activities, leading to higher risk of equipment failure and hazardous incidents. Missing test activities can result in poor evaluation and follow-up on equipment needing attention. Likewise, inadequate or poorly documented historical test data can prevent proper evaluation of reoccurring operating issues and remaining equipment life.
Guidance: Develop maintenance procedures for all required process equipment and work tasks based on manufacturer guidance and any related RAGAGEP requirements. Ensure procedures detail specific inspection and testing tasks, and require proper documentation.
3. Maintenance training. Failure to provide training on an overview of the process and its hazards is a common finding. OSHA requirements call for training of maintenance personnel on the hazards related to equipment they are working on as well as the applicable MI procedures. This issue comes up most often with “central” maintenance shops, where all mechanics/technicians are part of one group and are dispersed throughout a large plant to different PSM-covered areas rather than being dedicated to a limited number of processes. Some of the reasons for this include: 1) not receiving all required training when newly hired, 2) the plant has added a new process area but failed to provide overview training to all maintenance personnel, or 3) maintenance technicians, who previously were operators in a particular part of the plant, did not get trained subsequently on other areas in the facility.
Training also must cover maintenance procedures, safe work practices, and use of special tools or equipment as needed. In some cases, specific tests or inspections require certified inspectors per the RAGAGEP; this mandates obtaining appropriate certifications or bringing in qualified external inspectors to conduct the activity. In addition, maintenance personnel should be trained on emergency response plans and management-of-change (MOC) procedures. Although not required specifically by the MI element, maintaining proper documentation of the training is important. Staff also should receive refresher or special skill training as needed.
Guidance: Develop a maintenance training program to ensure training is provided in all required areas. Consider documenting this training, including verifying understanding. Think about making apprenticeship or trade-school training a prerequisite for hiring into maintenance roles; this is becoming increasingly common. Based on required work activities, evaluate whether you need to develop and train internal certified inspectors.
4. ITPM plans. Audit gaps related to development and implementation of ITPM plans often include:
• no ITPM plan;
• incomplete or incorrect ITPM plan (missing equipment types or relevant RAGAGEPs);
• inspection not done or not done on the required frequency;
• inspection does not follow approved maintenance procedure;
• inspection not performed by trained maintenance personnel or qualified/certified inspectors;
• poor documentation of inspection results; and
• no review or follow up of inspection results, including corrective actions or program adjustments.
Let’s examine some common audit findings for several types of equipment.
Atmospheric storage tanks. These vessels typically are inspected per “Tank Inspection, Repair, Alteration, and Reconstruction,” API Standard 653, 5th ed. (Nov. 2014), Addendum 1 (Apr. 2018). The most common problems found are:
1. No monthly API-653 inspections are being conducted.
2. Thickness readings on tanks ten years and older only are taken on the shell and roof; lack of data on the bottom of the tanks means inspections are incomplete. This leads to retirement dates that only reflect shell thickness.
3. Red-flagged condition monitoring locations (CMLs) are not being reexamined at the recommended interval (established by calculation).
4. Tanks are placed in risk-based-inspection (RBI) status without a proper analysis per “Risk-based Inspection,” API Recommended Practice 580, 3rd ed. (Feb. 2016). Many tanks receive RBI status prior to their first ten-year internal inspection, which is not a recommended practice.
5. Major repairs recommended by API inspectors are not done prior to tanks being placed back into service.
6. Proper deferrals are not in place for overdue external, internal and thickness inspections.
Pressure vessels. Inspections typically follow “Pressure Vessel Inspection Code: In-service Inspection, Rating, Repair, and Alteration,” API 510, 10th ed. (May 2014), Addendum 1 (May 2017), Addendum 2 (Mar. 2018). The most common problems are:
1. External inspections are overdue.
2. Internal inspections are overdue.
3. Thickness data are on file but no calculation has been performed to determine the remaining life or next inspection interval.
4. Red-flagged CMLs are not being reexamined at recommended interval (as calculated).
5. Nonqualified personnel (e.g., non-API-510-certified individuals without proper training) inspect pressure vessels.
6. Pressure vessels are placed in RBI status without a proper analysis per “Risk-based Inspection,” API Recommended Practice 580, 3rd ed. (Feb. 2016). Many pressure vessels receive RBI status at commissioning without baseline thickness readings, which is not a recommended practice.
7. The same pressure vessel out of several similar ones in a given service is inspected multiple times instead of the inspections alternating among all vessels.
8. Proper deferrals are not in place for overdue external, internal and thickness inspections.
Piping systems. Inspections usually follow “Piping Inspection Code: In-service Inspection, Rating, Repair, and Alteration of Piping Systems,” API 570, 4th ed. (Feb. 2016). The most common problems found in audits are:
1. Piping is not properly classified per Table 1 in API 570, 4th ed. Therefore, piping inspection intervals may be set at ten years for all piping circuits, which is not appropriate for any Class 1 and 2 piping circuits present.
2. Piping circuits in the PSM process units are not accounted for in the site test and inspection plan. Those not accounted for are considered overdue.
3. Proper deferrals are lacking for overdue external and thickness inspections.
4. Injection points do not receive three-year thickness inspections.
5. Dead-leg piping is not identified and does not receive proper inspections.
6. Small-bore piping is not inspected.
7. Thickness data are on file but no calculation has been performed to determine the remaining life or next inspection interval.
8. The test and inspection plan does not include buried process piping, including surface-to-air interfaces.
9. Piping circuits over water do not get inspected.
10. The test and inspection plan does not cover expansion joints and hoses.
Guidance: Document an ITPM plan, using approved tests and inspections, to maintain required equipment. In addition, have a process for identifying when RAGAGEP requirements have been changed and for evaluating the needed updates, if any, to the ITPM plan and MI program.
5. Equipment deficiencies. Many sites have not developed a formal program to 1) review equipment deficiencies, and 2) make certain proper steps are taken to respond to issues such as leaks, failed inspections, reaching minimum allowed thickness (Tmin), operating beyond operating or safe limits, weld failures, etc. These situations must be managed to ensure the integrity of the equipment and safety of personnel. The equipment deficiency program should consider if equipment must be 1) shut down until fixed, 2) run at lower operating rates (temporarily or permanently), 3) possibly bypassed (typically temporarily) until repair or a replacement part is obtained, or 4) replaced. The program also should ensure the proper risk assessments are made, documentation is provided, and appropriate authorization is received. Fitness-for-service evaluations, based on historical operating and inspection data, may be necessary, especially if frequent problems have occurred.
Guidance: Document an equipment deficiency program for responding to equipment operating or inspection deficiencies; it should include proper documentation of the path forward (e.g., bypass authorization procedures, temporary MOC for modifications to allow equipment shutdown/repairs), review and authorization to proceed.
6. Quality assurance. Many sites lack a documented quality assurance (QA) program as required by the MI element. Some may have corporate directives for the site to establish a QA program or that provide additional guidance on particular practices. Often, however, only partial implementation has taken place, or the directives do not address site-specific needs and practices. Documentation that appropriate checks and inspections are being conducted during equipment fabrication and installation frequently is not available or incomplete. Material verification programs are not provided, or are undocumented, or are inconsistent or ineffective. A flawed program to maintain and organize spare parts causes a lack of correct spare parts, sometimes leading to imperfect maintenance and operating decisions when equipment failures occur.
Guidance: Document a QA program for equipment fabrication or receipt that includes inspection, verification and installation procedures, and maintains appropriate spare-parts inventories and controls.
Avoid MI Mistakes
The scope and requirements related to effective MI programs are complex and detailed. So, unsurprisingly, MI often is one of the elements in a PSM audit with the most findings. In particular, lack of detailed knowledge of relevant RAGAGEPs can lead to poor design of ITPM plans and, therefore, inadequate implementation of MI requirements. Gaps in an MI program often identified in an audit include:
• Some PSI equipment documentation is missing or poorly organized, impacting MI program scope and effectiveness.
• The MI program does not include all required process and facility equipment.
• Maintenance procedures have not been developed.
• Effective maintenance training has not been provided.
• Inspections and tests are not being conducted or are not conducted at the right frequency.
• Program documentation is poorly maintained.
• Equipment deficiencies are not properly evaluated or addressed.
• A QA program has not been established.
We hope the information provided in this article will help you better evaluate this important part of your PSM program for improved regulatory compliance and continued safe and reliable operation.
SCOTT DEAN is an Alma, Ark.-based process safety consultant with ABSG Consulting Inc. JIM KLEIN, CCPSC, CPSA, is a Minneapolis-based process safety consultant with ABSG Consulting Inc. Email them at [email protected] and [email protected].
REFERENCES
1. “Guidelines for Auditing Process Safety Management Systems,” 2nd ed., Center for Chemical Process Safety/John Wiley & Sons, Hoboken, N.J. (2011).
2. “Guidelines for Risk Based Process Safety,” Center for Chemical Process Safety/John Wiley & Sons, Hoboken, N.J. (2007).
3. Klein, J. A., and Thompson J. R., “Process Safety Management Audits Find Confusion Common,” pp. 18–24, Chemical Processing (Oct. 2021).
4. Thompson, J. R., and Klein, J. A., “Process Safety Management Audits Point Up Operating Practice Deficiencies,” pp. 19–24, Chemical Processing (Jan. 2022).
5. “Guidelines for Asset Integrity Management,” Center for Chemical Process Safety/John Wiley & Sons, Hoboken, N.J. (2016).
6. “Dealing with Aging Process Facilities and Infrastructure,” Center for Chemical Process Safety/John Wiley & Sons, Hoboken, N.J. (2018).
7. Klein, J. A., and Dean, S., “Develop a Loss-of-Containment Reduction Program,” pp. 35–40, CEP (June 2020).
8. “Recognized and Generally Accepted Good Engineering Practices in Process Safety Management Enforcement,” U. S. Occupational Safety and Health Admin., Washington, D.C. (2016).