Do Your Plant a Good Turn
By Guy Weismantel and Ernie DeMartino
In response to pressure on the bottom line, many chemical companies have virtually eliminated personnel training at the plant level. As a consequence, expertise about centrifuge technology has dwindled, if not disappeared, at many sites. The outsourcing of maintenance tasks has added to the problem because most contract operators have virtually no centrifuge knowledge. The situation is not likely to change in the near future. This loss is all the more debilitating because engineering schools do not include centrifugation as part of their normal curriculum.
It is not unusual to enter a facility and see one or more centrifuges lying idle. Oftentimes they are not functioning properly and no one on staff has the ability to repair them. There are no easy answers, but a better understanding of the factors that affect centrifuges is essential to getting the most out of these units.
Effective centrifuge control requires online monitoring of each infeed and outflow to regulate machine operating parameters, which are tied to product quality and production requirements. This can require a control model that involves measurement of both liquid and solid characteristics , or, in the case of three-phase centrifuges, even more sophisticated hardware. A process that experiences viscosity changes adds to control complexities.
With a sophisticated piece of equipment like a centrifuge, adequate mechanical monitoring also is essential to spot incipient problems and to maximize a machine's mean time between failures.
You must have an appropriate centrifuge to begin with. One of the world's experts on fluid-particle separation technology, Frank Tiller, professor emeritus of chemical engineering at the University of Houston, says, "Even with today's computer models, it is no easy task to properly choose a centrifuge. Liquids and particulates are different in every process, and when particles are 'on the move' they act strangely. Particles [or liquids] have a velocity that is both axial and radial; therefore, motion is complex."
Add to this the variables of concentration, viscosity, particle size and shape and it is not surprising that an end user often needs to do some experimental work to properly define the size and type of machine needed. "While this effort can be supported by some crude theoretical models based on Stokes Law," says Li Wenping, Tiller's associate at the University of Houston, "you never have all the things you need to know. And, the centrifuge does not act as a single black box."
What Wenping means is that in today's units, the centrifuge is almost always part of a system. It may be essential to add polyelectrolytes to the feed or to heat it prior to entering the unit. The use of a polyelectrolyte (for example, in sludge dewatering) may dramatically affect the moisture content of sludge exiting from the centrifuge, thereby saving millions of Btus in a subsequent drying operation. Similarly, heating the feed (for instance, in a crude oil/water mixture) may enable a separation that would not happen otherwise.
Types of units
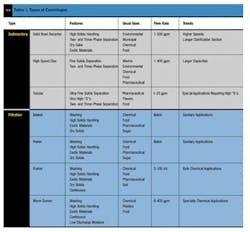
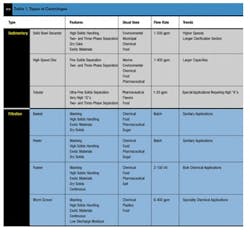
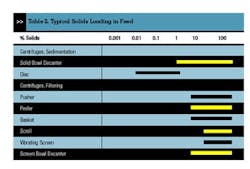
Centrifuges fall into two main categories: sedimentary and filtration. Sedimentary machines include solid and screen bowl decanter, high-speed disc and tubular units. Filtration units include basket, peeler, pusher and worm screen (sometimes called oscillating worm screen). Special types and modifications of centrifuges are found in both major categories. Table 1 provides some broad selection guidance, and Table 2 details typical solids loadings in feed streams for units.
Despite the many types of centrifuges available, they share some common aspects. Feed always enters a rotating cylinder that is spinning on either a vertical or horizontal axis. Gravitational force produces the separation.
Centrifugal action forces particles or heavier liquids to the wall of the cylinder, while the lighter material, called the centrate, moves toward the center of the bowl where it can be removed. The action can be batch or continuous. Many units now are designed to be self-cleaning.
A continuous solid-bowl centrifuge consists of a cylindrical-conical solid bowl shell with an internal contoured scroll conveyor. The scroll rotates at a small differential speed to the bowl. The feed (often a slurry) enters through a hollow shaft in the helical conveyor and discharges into the pool inside the machine. The centrifugal forces exerted by the spinning unit move the heavier solids to the bowl wall. The difference in rotational speed between the bowl and the helical conveyor causes the solids to be moved along the bowl walls to the discharge port. The clarified liquid pools and overflows through a weir and exits at the large diameter of the bowl.
Developments
The chemical industry is benefiting from centrifuge research projects related to crude oil exploration and production (E&P) that have received significant funding from the U.S. Department of Energy (DOE). Many E&P operations (such as handling drilling muds, cleaning produced water and taking the dirt out of crude oil) involve significant fluid-particle separation work.
DOE project accomplishments include:
* Pinpointing proper feed temperature;
* Identifying the correct polymer to effect separations;
* Working through sensor and control problems;
* Defining proper bowl speeds;
* Developing feed-forward controllers; and
* Using fuzzy logic (soft sensors).
Other E&P research also has paid dividends to the chemical industry. Lee Hilpert, engineering manager for Hutchinson-Hayes International Inc. (H&H), Houston, says, "Our own E&P work has resulted in centrifuge advances, particularly with horizontal decanting centrifuges that are very applicable to the chemical industry. About 20% of these horizontal units are now being used in the process industries." With vertical decanters, 90% go into process applications and only about 10% find their way into E&P.
H&H has pioneered the use of a spit bowl that allows continuous cleaning. It also has developed good information on the proper shoot sequence, that is, the way an operator charges the bowl. "For example, we now know that in some cases it is better and more economical to use a series of centrifuges to handle different cuts of particle size. This can reduce the size of the machine and also simplify parts inventory when the same machine is used," Hilpert says.
Bird Machine, South Walpole, Mass., has patented technology for improving clarification and classification in decanters. The company has developed new entry and exit hardware and is testing new cake-washing techniques. It offers online monitoring of cake moisture, advanced mechanicals to save energy, and feed accelerators to improve coal dewatering. The latter will be imperative as the United States turns to the production of high-Btu synthesis gas for the country's electrical power requirements.
Other centrifuge makers, of course, also continue to innovate and refine their offerings.
New units provide state-of-the art features and controls. However, with the glut of plant closures, plenty of good used centrifuges also are available. These can be particularly attractive when lead times and capital are tight.
Operating companies have neither the knowledge nor inclination to rebuild old machines , especially if they require new controls and instrumentation. But they can go to one of numerous rebuilders, either firms that specialize in this or centrifuge OEMs. Opting for a used unit, however, mandates that the buyer closely check the particular machine and the expertise of the prospective rebuilder. Potential problems with swaging, heat-treating and reverse engineering of parts are major considerations.
Ronald Holt, president of Centrifuge Repair & Engineering LP, LaPorte, Texas, says, "A reputable company can recondition a machine within a three- to four-month time frame [lead time on new machines can be nine to 12 months], give a six-month guarantee, and the cost is often half that of new." During a retrofit, it is possible to add modern process controls and upgrade the unit to a higher speed, which can add throughput and allow production of purer, higher-grade product.
Give centrifuges the attention they deserve and you may well do your plant a good turn.Guy Weismantel is president of Weismantel International, Kingwood, Texas. Ernie DeMartino is president of Centrifuge Experts International, Pearland, Texas.