Test for success
By Kristin Dudley and Lee V. Dudley, Diamondback Technology
Unfortunately, there is no way to successfully predict exactly how any one bulk solid will behave based on experience alone. Even research and development, process calculations and pilot plant studies may not prevent material handling problems. Therefore, testing to determine the characteristics of bulk materials is a key element in equipment design or selection.
The only way to effectively predict and avoid processing problems is to measure a material’;s flow properties at simulated plant conditions and use these data as a basis for improving process operations, or for designing or recommending equipment. This means duplicating temperature, storage time, chemical reactions and solids contact pressures while taking into consideration the construction materials used in the process or storage vessel.
A number of bulk solids’; properties influence equipment design and function. In general, these properties exert multiple effects, as detailed in Table 1. (To view Table 1, click on the Download File button at the end of the article.)
Using key indices
In 1991, Dr. Jerry R. Johanson developed a set of nine bulk solids indices as an easy method for characterizing bulk-material flow properties. The indices, which are derived from measured consolidation pressures, time at rest, atmospheric conditions and test sample surfaces that simulate material-handling equipment, provide simple numerical values that relate directly to solids’; flow problems and equipment design parameters. Table 1 describes the indices and their uses. (See
The Johanson Indices correlate accurately with various processing problems and can be used to predict problems in existing equipment and to improve process conditions. Here are some examples.
Predicting extruder and roll press limits.
Preventing pneumatic-conveying-line material buildup.
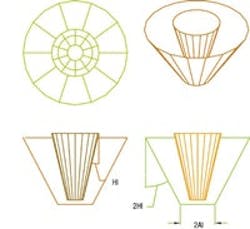
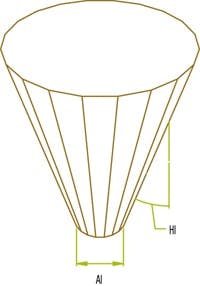
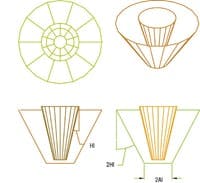
Determining critical moisture content. Knowing the AI, Rathole Index (RI) and Hopper Index (HI) for a material over a range of moisture contents can help decide what moisture will work in an existing processing system, and what a flow angles a hopper needs to prevent ratholes and hang-ups. As moisture decreases, the AI and RI will also generally decrease.
The CI and FRI are also moisture-sensitive. Sometimes the CI is greater than 90
Predicting caking tendencies.
Hopper selection and design
The Johanson Indices also can safely and accurately answer the most common material handling and equipment design questions, such as:
- How large should the hopper outlet be?
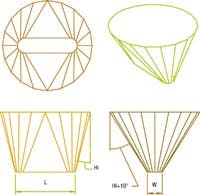
- What hopper angle is needed?
- Is a bin liner necessary?
- What impact do vibrators or air cannons have on material in the bin and where should they be placed?
- Is a mass-flow (flow at the walls) hopper needed? If so, what type?
- Can a partial-mass-flow hopper be used?
- Is air injection required to prevent limiting-flow-rate hang-ups?
- What chute angles are needed?
The best hopper is the least expensive one that consistently provides the required solids flow. Assuming the only purpose of a bin or hopper is material storage, the best hopper will have the lowest headroom requirement and the smallest feeder possible. Options include:
Achieve solid success
Bulk materials are composed of individual particles that can vary in size, shape, surface roughness, moisture content and chemical composition. You cannot extrapolate the behavior of one material to other materials, even those that have similar chemical compositions.
The key to success is knowing a material’;s flow properties and understanding the conditions that affect them. This knowledge, coupled with the ability to easily and accurately interpret the property data, will provide a sound basis for process improvements and equipment design or selection.
Kristin Dudley is a consulting engineer for Diamondback Technology Inc., San Luis Obispo, Calif., a firm that specializes in equipment and consulting related to solids handling. E-mail her at [email protected]. Lee Dudley is president of Diamondback Technology. E-mail him at [email protected].