Powder Testing Boosts Catalyst Making

Industrial catalysts are complex materials subject to continuous refinement to enhance process efficiency and reduce environmental impact. Catalysts that allow greater feedstock flexibility, decrease energy consumption, increase selectivity or provide an extended lifetime have an important role to play in improving the sustainability of the oil and chemical industry. In a commercial heterogeneous catalyst, the inclusion of additives such as binders, fillers, porogens and plasticizers converts the active phase(s) and support into a robust product with well-defined geometry and performance. Because the majority of catalyst components are powders, effective powder processing is a prerequisite for efficient catalyst manufacture.
Haldor Topsøe, Lyngby, Denmark, is a global leader in high performance catalysts and proprietary technology for the chemical and refining industries with a portfolio of more than 150 commercial catalysts. The company has applied powder characterization, specifically using the FT4 powder rheometer from Freeman Technology, to enhance design protocols for catalyst manufacturing equipment and improve raw material choice. By identifying powder properties that correlate closely with performance in transportation processes, the company has developed robust criteria for equipment selection that minimize the cost of new plant. In addition, the ability to screen raw materials more effectively reduces the risk of an unplanned shutdown, a significant source of inefficiency in many powder processes.
Catalyst Manufacture
Heterogeneous catalysts facilitate simple and efficient processing and are particularly prevalent across the oil refining and bulk chemical industries. Such catalysts are complex multicomponent products structured at the millimeter scale for optimal chemical and mechanical performance [1]. Chemical performance relies on effective dispersion of the active phase and precise control of mass and heat transfer. Catalyst lifetime, the period for which viable reactivity and selectivity is maintained, is a defining commercial consideration. The manipulation of mechanical properties delivers an acceptable pressure drop across the catalyst bed and the strength required for robust longevity; attrition undermines controlled catalyst performance.
From the starting point of an active/support combination, formulators develop an industrial catalyst to meet processing requirements by incorporating a range of additives. For example, they may include porogens such as carbon black or starch that decompose during thermal processing to build interparticular porosity as well as plasticizers and lubricants to enhance mechanical shaping processes [2]. Catalyst manufacture relies on combining these components effectively and reproducibly; it is a complex multistep process that, in simple terms, involves [2, 3]:
• preparation of the powdered raw materials;
• formation of pre-mixtures and agglomerated “green” bodies via processes such as spray drying, pelletization, compaction, wet granulation and extrusion; and
• hardening and finishing, for example, by reduction, wash coating or ion exchange.
Powder transport and well-controlled metering are essential elements of many of these processes — creating a requirement for design protocols and operational practice that maximize their efficiency. Furthermore, beyond these specific unit operations, there is a broad need to characterize powders to understand, rationalize and control performance throughout the catalyst manufacturing process.
Haldor Topsøe long has routinely used measurements such as particle size distribution by laser diffraction and tapped density for evaluating raw materials and intermediates. However, selecting and specifying process equipment based on these data alone have proven unreliable. Furthermore, those measurements did not provide an adequate assessment of the suitability of alternative raw materials for certain processes. Reliance on these techniques resulted in a sub-optimal approach to process development, involving an appreciable degree of trial and error, and the risk of unplanned shutdowns when introducing new feedstocks or alternative supplies.
The company participates in the Catalyst Manufacturing Consortium at Rutgers University, Piscataway, N.J. This industrially supported group draws together academics from a range of disciplines to work on projects related to improving catalyst manufacture. One of its successes has been the development of better methodologies for selecting loss-in-weight (LIW) feeders for catalyst components based on the measurement of dynamic, shear and bulk powder properties [4]. Haldor Topsøe uses the results of this work on a regular basis to design, choose and optimize LIW feeders; it was an important factor in increasing the company’s awareness of the potential benefits of augmenting its existing powder testing practice. Haldor Topsøe decided to internally evaluate the FT4 powder rheometer, by generating dynamic, shear and bulk property data (in excess of 25 properties in total) for 75 raw materials. On the strength of this successful trial, the company purchased an instrument in 2012.
Establishing A Design Protocol
To optimize use of the new instrument, Haldor Topsøe extensively evaluated, including via principal component analysis (PCA), its raw material property database to find whether it could reduce the number of routine measurements to minimize costs, a vital commercial consideration. The company also carried out work to determine correlations between performance in different types of powder transportation equipment and specific powder properties. This work revealed three critical powder properties for the transport applications of interest: compressibility, permeability, and cohesion:
Compressibility. This quantifies the change in volume that a powder exhibits when subject to a consolidating stress; it is determined by measuring bulk powder density as a function of applied normal stress (Figure 1 left and middle). Although more-cohesive powders generally are more-compressible than more-free-flowing materials, the PCA analysis highlighted compressibility as a unique variable, essentially uncorrelated with any other measured parameter.
Permeability. A measure of a powder’s resistance to air flow, it is found by measuring the pressure drop across a powder bed as a function of air velocity at a defined consolidation pressure (Figure 1 right). Highly permeable powders allow air to transit easily with minimal entrainment; low permeability in contrast is associated with greater air retention. Permeability is highly relevant in transportation processes such as pneumatic conveying and hopper discharge.

Figure 1. Measurements of compressibility (top) and permeability (bottom) provide valuable insight into powder behavior.
Cohesion. This property is determined by shear cell testing that involves measuring the force required to shear one consolidated powder plane relative to another. Shear cell testing principally quantifies the ease with which a consolidated powder transitions from a static state into flow and, therefore, is most relevant to process operations where the powder is consolidated and flow rate is low or sporadic, notably hopper discharge.
Evaluation of these three properties enables Haldor Topsøe to reliably select the optimum powder transportation option — either pneumatic conveying or a fluid diaphragm pump. The decision has significant cost implications because pneumatic conveying equipment is considerably more expensive and requires a more-substantial venting system for removing air from the transported powder. Overall, a fluid diaphragm pump installation typically only is 10–30% of the price of a pneumatic conveying system for the same application.
The established design guidance, which required roughly a year to develop and get approved, takes the following form:
• If compressibility is lower than 36%, then a fluid diaphragm pump is suitable.
• If compressibility is higher than 38%, then a pneumatic conveying system is required.
• If compressibility lies between 36 and 38%, then system choice depends on permeability and cohesion values. In this instance, criteria for choosing between the two systems have been defined.
The bulk density of the powder also is determined as a byproduct of compressibility measurements and used to define the capacity of the chosen system.
Quantifying the savings that accrue from this approach is easy. A new pneumatic conveying system on average costs about $80,000 while a fluid diaphragm pump system typically is about $55,000 less. Since defining more robust design criteria, Haldor Topsøe has successfully installed six fluid diaphragm pump systems starting in late 2012, and replaced two existing pneumatic conveying systems, the first in 2015. The use of the powder rheometer has been pivotal in securing savings on the order of $340,000 — which is a conservative estimate based on new installations only and assuming each pump system costs 30% of the equivalent pneumatic conveying system. This represents an extremely attractive return on the investment made in the instrument.
Refining Raw Material Selection
In addition, more-extensive powder characterization has substantially refined raw material selection. Here, the aim was to establish a set of properties to reliably predict the potential performance of a new material within the catalyst manufacturing process without having to run plant trials — more specifically, to confirm comparable performance to existing materials. Such assessments are vital when switching suppliers or using alternative feedstocks, for example to take advantage of the availability of less expensive materials. For this application, the powder tester is used to generate:
• shear properties including wall friction angle, notably to investigate hopper performance and, specifically, the hopper angles and outlet sizes associated with consistent powder flow;
• compressibility and bulk density; and
• dynamic properties including basic flowability energy (BFE), to assess powder flowability, and stability index (SI).
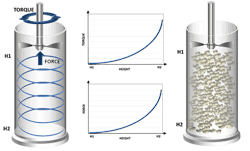
Figure 2. These properties are highly sensitive and correlate with performance in a wide range of different processes.
Dynamic powder properties are generated by measuring the axial and rotational forces associated with rotating the blade of the powder rheometer through the sample (Figure 2) [5]. A downward traverse through a conditioned sample generates values of BFE, a highly sensitive flowability parameter that quantifies confined flow behavior under low stress conditions. Repeated BFE tests also can quantify powder stability, reported as SI, which is defined as the ratio of the BFE value measured after multiple tests relative to the initial BFE value. An SI close to 1 indicates a physically stable powder; higher or lower values often are associated with issues such as segregation, attrition or agglomeration that can compromise process performance.
This testing regime has successfully identified — prior to their introduction into the plant — alternative feedstocks/supplies that would not have performed well. With powder processes, unplanned shutdowns due to poor transport and associated blockages are a substantial cause of reduced manufacturing efficiency. So, the ability to detect potential problems without plant interruption is a major gain. The company now routinely screens all materials using the metrics outlined above and regularly carries out full analyses for new materials to augment the original database, thereby progressively refining practice and extending the value delivered by the powder tester.
A Powerful Tool
Designing and operating powder-handling equipment presents an ongoing challenge for process engineers; optimizing and testing proposed alternatives remain essential. Fortunately, understanding how to leverage powder testing to determine compatibility between different process options and raw materials has progressed substantially in recent years. Experience at Haldor Topsøe demonstrates what now is feasible with respect to catalyst production — and more broadly because many of the processes are common to a wide range of manufacturing sectors.
By measuring dynamic, shear and bulk properties, the company has enhanced equipment selection procedures for both LIW feeders and powder transport equipment. Robust design protocols for powder transport — based on the compressibility, permeability and cohesion data for the powder of interest — reliably identify situations in which to choose less expensive equipment. In addition, now Haldor Topsøe can reliably assess without a plant trial whether to switch to new feedstocks and alternative supplies.
The powder tester has provided critical data as well as a generous return on investment.
JAMIE CLAYTON is operations director for Freeman Technology, Tewkesbury, U.K. NINNA HALBERG JOKIL is manager of technology for Haldor Topsøe, Frederikssund, Denmark. Email them at [email protected] and [email protected].
REFERENCES
1. “Catalysts for Optimal Performance,” Haldor Topsøe, Lyngby, Denmark, viewable via: www.topsoe.com/products/catalysts
2. Mitchell, S., et al., “From powder to technical body: the undervalued science of catalyst scale-up,” Chem. Soc. Rev. (Feb. 2013).
3. Catalyst Manufacturing Center, Rutgers University, homepage, https://cbe.rutgers.edu/catalyst-manufacturing-center.
4. Wang, Y., et al., “Predicting feeder performance based on material flow properties,” Powder Tech. (Dec. 2016).
5. Freeman, R., “Measuring the flow properties of consolidated, conditioned and aerated powders — a comparative study using a powder rheometer and a rotational shear cell,” Powder Tech (Oct. 2006).