The Path to More Consistent Material Sampling in Chemical Applications

Material sampling sounds surprisingly simple, and it should be. But common misunderstandings and misconceptions about it abound in the chemical industry.
Successful sampling relies on the absolute understanding of two factors: what you are sampling, and why you are sampling it. So says 25-year bulk handling and sampling veteran Tod Myers, product manager bulk solids/auto sampling of Sentry Equipment.
“Once you understand a material’s characteristics such as size, flow, moisture content, etc., you can develop your equipment to handle a material properly,” Myers says. “However, customers might not be clear on why they are sampling in the first place. There could be myriad reasons for this, but having this understanding helps to eliminate a lot of the confusion and errors we see.”
As an example, Myers cites a customer that encountered accuracy problems testing supplier raw materials because process equipment upstream from the sampling point was modifying the product.
“This wasn’t being picked up because the sampling equipment was in the wrong location – after the process rather than where the material was introduced into the plant,” Myers says. “It had always been done this way simply because it was convenient for operators to access it at this point.”
Environmental, Health and Safety Considerations
Another commonly overlooked factor with sampling is the environment. To illustrate, Myers cites the example of a Canadian manufacturer that operates two identical plants, one in Montreal and the other in Saskatchewan, but gets very different product results from the two facilities.
In this scenario, humidity and temperature differences in the two locations impacted material flow characteristics, which affected the amount of sample they collected. The Sentry team determined that a different style autosampler would be more suitable for the environmental conditions in one of the facilities, Myers says.
A similar situation occurred with a plant in Houston and its sister plant in Iowa. The higher moisture content of the atmosphere in Houston made the product there sluggish in terms of flowability. “They had to incorporate some type of equipment, either a dryer into the process, or by modifying the automatic sampler to accommodate a more sluggish material,” Myers explains. The company switched to a sampler that accounts for more mechanical movements of product. Health and safety is another key consideration in any chemical production process. Sampling systems play a critical role in capturing and containing the material without leaking or exposure, allowing for safe transport to the lab or other locations.
Skills Gap Requires More Training
A shortage of skilled engineers in the process industry presents another challenge when it comes to sampling. “Companies very much want their own people to carry out sampling, but are now finding out that while their older engineers have these skills in their heads, the next generation doesn’t. They are not taught it in college, either,” says Kevin Solofra, lab manager, Kansas State University Bulk Solids Innovation Center (KSU-BSIC).
In fact it’s become such an issue that Solofra is presenting a paper in April at the International Powder and Bulk Solids Conference and Exhibition in Rosemont, Illinois. The paper, Tribal knowledge to applied science: shifting of process foundations, focuses on the development of legacy knowledge in processing, why it still prevails and how to start moving away from it. KSU-BSIC offers bulk solids material handling expertise in the form of research, materials testing, product evaluations, equipment testing, consultancy and education.
The lack of sampling experience means many companies don’t understand how material characteristics, such as size, flow and moisture content, impact accuracy and repeatability. KSU-BSIC provides training to help engineers identify some of these key variables (Figure 1). “At the moment many of them simply don’t know the questions to ask. An engineer might have been asked to increase flow by 10%, for example, and while equipment and sizing is part of their education, material characteristics often aren’t.”
This lack of basic understanding is evident when Solofra and his colleagues conduct spot checks of certificates of analysis (COAs): “We have found countless COAs that are demonstrably wrong,” he says. “Sometimes, for example, the material gets separated during transport from the supplier, so samples taken from the top and the bottom of the carrier can by totally different.”
As an example, Solofra cites a company that manufactured 2,000-lb. product batches– enough for one full supersack. However, when the company increased production to 3,000-lb. batches, fine and course particle separation occurred in the supersacks during shipment to the customer. The company had to change its mixing and sampling regimes to make sure the product met the required spec. “Particle size happened to be especially important here,” Solofra says. “However, we got lucky because the manufacturing process was robust enough to be altered quite easily. Many other companies don’t have either the knowledge or the ability to do this.”
Another concern is the lack of industry knowledge around which tests to use. Some companies ask the KSU-BSIC team to help with their “flow properties” without realizing that their request covers a large selection of tests, Solofra says. “For example, using an internal friction test helps to understand gravity flow in a hopper, but a pick-up velocity is needed for pneumatic conveying in a pipe,” he says.
The Future of Sampling Technology
In terms of how sampling technology is advancing, the next step is online and real-time analysis of material characteristics. Currently, this is cost prohibitive to do at multiple points in a process, but holds promise for advancing.
“What automated sampling brings to the game is that getting a sample from a live process is no longer a health and safety issue for the operator – and it gets over the problem of such sampling not being accurate or repeatable. You can compare apples with apples,” Myers explains.
Another benefit Myers sees with real-time sampling is during the offloading process when raw materials arrive at a plant. At the moment an operator can take a sample to the lab to check whether it meets spec or needs to be returned “When the technology becomes more affordable, you’ll see a marrying of this with our systems to get accurate and repeatable samples that are analyzed in real or near real-time,” he said.
Another key benefit of automated technologies also will free up labor. “This is really important because our customers, the world over, are experiencing labor shortages,” Myers adds.
Solofra cautions that chemical companies need to avoid complacency when it comes to sampling because processes and technologies are always changing. “The problem is that over time both the equipment and the process will have changed,” he explains. “So you’re not really measuring the same thing now as you were originally. Then, once the data has been got, this information often is not getting to other departments, such as quality assurance, which really should have it. There’s still a lot of compartmentalization out there.”
Top 10 Sampling Tips
Realizing consistent, reliable analytical results from sampling systems can be a struggle for even the most seasoned engineers and technicians. “Fortunately, there are several ways to diagnose and eliminate issues associated with sampling systems,” says Matt Dixon, application commercialization manager, Swagelok Co.
He offers the following 10 tips to help chemical companies overcome their sampling challenges:
1. Look for simple errors
A reversed check valve may be blocking the sample flow, or a fast loop may be flowing backward. “When troubles arise, look first for simple mistakes like these,” he cautions.
2. Reduce upstream gas volume
High-pressure gas can condense in sampling lines and cause excessive analytical time delays due to its compressibility. That’s why it’s helpful to reduce the gas pressure as soon as possible using a regulator. For example, a 9-bar sample flowing through 10 feet of ¼ in. x .035-in. tubing at a flow rate of 100 standard cubic centimeters per minute will have a five-minute time delay. “Adding a regulator to reduce the pressure to one bar would drop the time delay to just one minute – an 80% reduction – without changing the flow rate,” Dixon notes.
3. Maintain liquid sample pressures
For liquid samples, it’s important to keep pressures as high as possible, as a pressure drop may release a dissolved gas and cause bubbling or foaming.
4. Choose surface treatments carefully
Pick the proper materials, as various surface treatments may lead to the adsorption of molecules onto the walls of stainless steel tubing. Consider a sample containing 0.5 ppm of mercaptan drawn into 30 meters of 1/8-in. x .035-in. tubing with a flow rate of 40 mL/min. With standard tubing, the response is more than 90 minutes due to mercaptan adsorption (Figure 2). “Electropolishing the tubing barely helps but adding a silicon coating reduces the response time by 95%,” Dixon explains.
5. Use compatible seals
Be sure to use compatible elastomer seals to mitigate the potential for sample leakage or a blockage within the sampling device.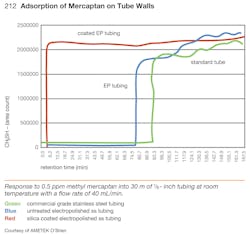
6. Don’t sample from stagnant lines
Samples should always come from an active and flowing process line to provide the most representative samples possible. In addition, remember that the time it takes the sample to flow from the process to the extraction point can affect test accuracy.
7. Eliminate dead legs
“Dead legs”, or unpurged volumes, in sample transport lines can change the current sample’s composition, causing slower analyzer responses and continuous sample contamination.
8. Cool down vaporizers
If a vaporizer is too hot, the incoming sample may boil and fractionate. To prevent this issue, be sure equipment is set properly for the chemicals sampled.
9. Sustain sample flow
Keep sample fluids running through systems at the right flow, pressure and temperature to ensure they’re in the appropriate condition for analysis. Generally, it’s better to have a faster flow to ensure good sample mixing, cleaner sample lines and quicker response times.
10. Find the causes of time delay
Time delay may be evident if your measurements are not tracking with your process, but it also can be difficult to discern. Watch for other symptoms, such as blurred or muted responses, laboratory disagreement and poor performance of a control scheme.
About the Author

Seán Ottewell
Editor-at-Large
Seán Ottewell is a freelance editor based in Ireland. He has an impressive background in the chemical industry. After earning his degree in biochemistry at Warwick University, UK, he earned his master's in radiation biochemistry from the University of London. His first job out of school was with the UK Ministry of Agriculture, Fisheries and Food, London, where he served as scientific officer with the food science radiation unit.
From there he entered the world of publishing. In 1990, he was the assistant editor of The Chemical Engineer, later moving on to the chief editor's position. Since 1998, he has been a regular contributor to European Process Engineer, European Chemical Engineer, International Oil & Gas Engineer, European Food Scientist, EuroLAB, International Power Engineer, published by Setform Limited, London, UK.
Chemical Processing has been proud to call Ottewell Editor at Large since 2007.
He and his family run a holiday cottage in the small village of Bracklagh in East Mayo. He also fancies himself an alpaca farmer.