Closing the Knowledge Gap
I cannot think of any engineer I know who did not breathe a sigh of relief when the last college exam was over, and it was time to move from academics to real-time practice. Then came the big surprise: The needs of the new job required specific knowledge and experience that even four or five years of intensive education had not provided.
Then came the bigger surprise: Ten or maybe even 40 years later, in spite of vast experience and years of on-the-job training, advances in technology had managed to widen the gap between existing skills and needed knowledge.
Keeping up
So what do you do? With a demanding job, two or three kids and a mortgage, going back to school is not an option for most of us. And even if it were an option, the local university is not necessarily the best place to learn the latest tools for finite element analysis of a piping system, or how to perform realistic vibration evaluation for an aeroderivative gas turbine engine.
Added to this dilemma is the plight of the crafts people, who typically do not have the foundation of a four-year degree, but do have a great deal of horse sense and years of practical experience. Unfortunately, most craft experience is with yesterday's technology, and technology methods turn over every three to five years or so. Consider the software you run daily on your computer. Has it been run without significant upgrades during the last five years? How much of it is even recognizable as the same software across this five-year span?
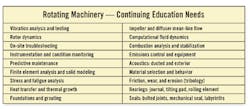
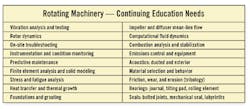
Solutions for both the engineer and the crafts person are available through job-specific or technology-specific short courses provided by various training companies and engineering societies. The table shows typical ongoing education requirements, in the author's opinion, for rotating machinery ," in particular, pumps, fans, compressors and turbines.
Of course, attendance at courses such as these requires time and money. In the United States and Canada, it is customary for short courses to be taken during regular working time and to be paid for by company funding. The perceived long-term economic benefit to the company is very strong. To minimize the cost to a large company committed to continuing education, it usually is best to provide the course on-site, so travel time and costs are minimized, although some extra fees will be required by the course offeror.
Even when a plant is committed to continuing education, difficulties might be encountered in obtaining plant management approval unless the course can be shown to be relevant and fill a gap in necessary knowledge. If the course shows attention to fiduciary responsibility, approval is much easier.
For example, attendance by key plant personnel at a course on vibration interpretation or proper selection and maintenance of mechanical seals could positively affect disciplinary actions by the U.S. Environmental Protection Agency (EPA) or the U.S. Occupational Safety and Health Administration (OSHA) if an accident happens.
How much is enough?
Even if a successful case is made for the course's relevance, plant management still might be reluctant to move beyond introductory courses, and management might cut off funding for further coursework in a given area even if the information already conveyed does not provide sufficient depth for personnel to competently perform a detailed and required function.
Consider a vibration example. Vibration analysis using a meter can tell you the overall vibration level at a measured location, which can be compared to an acceptance chart. But a vibration analysis that looks at the level vs. frequency across a spectrum, evaluates the narrowband vs. broadband parts of the spectrum, evaluates the operational spectrum vs. the spectrum resulting from a "bump" test, and takes into account the machine's internal clearances and design details is much more valuable. This information then can be evaluated by an in-house expert or a competent consultant to make an excellent estimate of whether the machine is in trouble and, if so, when it needs to be shut down and what should be readied to fix it.
Sometimes the small-letter kind of vibration analysis is enough, but if you have a large compressor failure that takes off someone's arm or allows massive emissions on the outskirts of your town ," if you are in responsible authority and small-letter vibration analysis is all you were willing to pay for ," I hope you look good in stripes. Furthermore, if I am a stockholder in your company, I am not going to be very enthusiastic about the $50,000 you saved in vibration monitoring system hardware, the $25,000 you saved in consulting costs or the $15,000 you saved in detailed training when the machine most critical to your process just went into an unplanned outage at the cost of $350,000 a day in lost production.
In short, when you are responsible for rotating machinery, you are dealing with very critical issues on many levels: safety, the environment, profitability, etc. Unfortunately, large rotating machines with a high power density are the ones most critical in these areas, but also are the ones that are most difficult to understand and predict the behavior of.
Can continuing education avoid all mishaps and catastrophes with this equipment? No. But it can be a key factor in avoiding the great majority of them.
Weighing course options
Even the best engineers and crafts people cannot be experts at everything. Furthermore, plants have been forced to cut back drastically on their operations and maintenance (O&M) staffing during the last 15 years. This is the result of, among other factors, competitive "re-engineering" at steel mills, refineries and manufacturing plants, and de-regulation in the power industry.
I recently finished the "Bearings and Lubrication" chapter for the third edition of the Modern Marine Engineer's Handbook, and this was a key factor I needed to keep in mind during the writing process because military facilities have cut their O&M staffs as well. In surveys, we found that issues deemed "common knowledge" in the past were totally unknown by today's nonspecialists.
Therefore, a number of companies and engineering societies have been offering short courses on machinery operation, maintenance and troubleshooting, and associated technologies. My company, for example, has offerings in vibration analysis, rotordynamics, condition monitoring, predictive maintenance and turbomachinery O&M. The American Society of Mechanical Engineers (ASME) offers an excellent course in predictive maintenance.
Other key engineering societies focus on vibration, oil monitoring and thermography, or cover selection and O&M of components such as bearings or seals, or of equipment such as pumps and turbines.
Sometimes the courses offered by companies have a secondary motive of selling the particular company's instrumentation, for example, or its particular brand of pump or compressor. This motive does not mean the course is not valuable, just that its presentation is likely to be slanted toward the goals of the company presenting the course.
Such courses have the benefit of being very specifically oriented toward that company's product; if that product permeates your plant, or if your management has decided to standardize on that product or "partner" with that company, such a highly focused course could be exactly what is needed.
Typically, however, this is not the case. The plant instead wants and needs an unbiased view of a broad range of products, as well as instructions about how to operate and maintain them.
In these cases, the short course is best provided by either a consulting company that regularly works with the equipment it is speaking about, or by an engineering society. In the latter case, the courses typically are staffed by lecturers who individually "have an axe to grind," but balance is achieved through the use of several lecturers from competing and complementary organizations.
The engineering societies also try to ensure the material offered under their auspices is sanitized from commercialism and that all major viewpoints are presented. Sometimes they succeed in this, and sometimes they do not. Sometimes courses are sanitized to the point where they lose a lot of their relevance. Specific trade names might be forbidden, and highly specific discussions on the particular products likely to be used in the plants might be disallowed.
Various engineering societies recently have instituted certification programs ," in essence "mini-diplomas" to provide public evidence that the person receiving the certification is highly qualified to practice in a given field or to use a certain type of equipment or analysis procedure. In the context of rotating machinery, good examples of this are the Vibration Institute and the Society of Tribologists and Lubrication Engineers (STLE). STLE's Seals Technical Committee (STC) recently introduced its Seals Certificate test, likely to be approved as a full certification program within the next year.
These organizations offer short courses that are meant to provide supplemental background in addition to experience or other education the engineer or crafts person has had. These societies, as well as others offering certification, generally encourage those about to take the certification test to attend courses outside of their offerings as well.
In support of its Seals Certificate test, STC has published educational aids in the form of a series of "STLE STC Guidelines," which give clear advice and guidance, backed by STLE's name. This is true in regard to seal selection and application in several tough applications such as valves, pumps and compressors. In spite of the best efforts of some outstanding companies and their engineering staffs over the last century, seals in these three applications are still a "work-in-progress" in the sense that they compete with bearings for being the primary maintenance issue in plant fluid systems. Related issues result in the loss of billions of dollars a year in production time and repair costs.
In my own experience, most of these issues are not the result of some inherent design deficiency in the seal or inadequate workmanship by the seal manufacturer. Instead, unexpected or chronic failures occur because the seal was not installed properly, or more likely is being accidentally misapplied, often in a subtle manner. The misapplication often involves such issues as temperature transients, unusually high vibration at certain machine operating conditions, abrasive substances in the sealed fluid or ," the greatest of mortal sins ," allowing a sealed liquid to occasionally "flash" (boil) because of inadequate control of the sealed machine's operation or the temperature and pressure of the seal injection fluid.
Because of the importance of sealing valves, pumps and compressors, a general guideline was prepared by STLE STC combining key information from all three applications. This guideline is nearly complete and will be known as the "Process Safety Management" guideline. The information in this guideline will help today's overworked and understaffed O&M groups to better meet OSHA CFR 1910 safety and EPA emission requirements. It will do this by laying out the basics and caveats of seal application and care, in a brief and understandable way. However, when trying to write succinctly about a topic as complex as mechanical seals and packing, the authors likely are to leave more "between the lines" than they actually write in the lines themselves. Short courses allow the presentation and discussion of case histories, as well as the give and take of question-and-answer periods during lectures and presentations.
The availability of short courses to satisfy your plant or personal professional needs is advertised by fliers in the mail or in engineering magazines, many of which provide an "upcoming course calendar" page. However, with the widespread use of the Internet by course offerors, a topic search with the word "course" in it will provide a wide variety of excellent up-to-date selections.
The sidebar lists some Web sites that list relevant engineering society and association courses. In addition, many pump and other rotating equipment providers detail their own offerings on their individual Web sites.

Conclusion
For today's successful machinery professional, the educational process should never end. Fortunately, the process does not mean endless term papers and homework. Instead, you can keep abreast of the rapid and never-ending progress in relevant technical fields by pursuing continuing education in the form of targeted short courses. These courses can be at an engineering society meeting, at the course-giver's home location or on-site at your plant.
These courses offer very advanced and detailed material. The material typically is not thrown at you, forcing you to "sink or swim." If course-givers took such an approach, they would quickly go out of business. Casting such material in a practical and fun-to-learn form does not mean the meat of the subject has to be sacrificed. Quite to the contrary. The meat is there in a form that is easily digested and ," if the course-giver is competent ," is pretty tasty in the process.
Marscher is technical director of the rotating machinery analysis, test and troubleshooting company Mechanical Solutions Inc. (MSI), Parsippany, N.J. He also is chair of the ASME Predictive Maintenance Committee and of the STLE Seals Technical Committee. Contact him at [email protected].