September Process Puzzler: Will steam get a plant into hot water?
Question from July's Chemical Processing
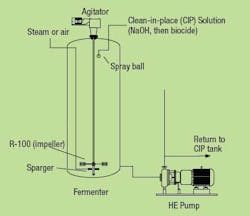
Our clean-in-place (CIP) system now involves a hot water rinse, followed by a caustic rinse, followed by a biocide in a phosphoric acid solution. The new owners of the plant want to make a change. They propose switching the acid rinse to a steam sterilization step that will be carried out at about 230°F. We are worried about the mechanical seals in process pumps. The pump vendor doesnt recommend the seals above 225°F and also is concerned about the effect on bearings and pump performance. Do you think agitator seals also will be affected? What improvements do you feel are needed to comply with our new owners wishes without extensive changes throughout the plant?
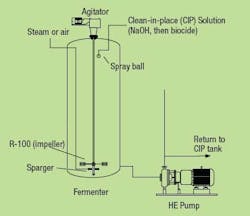
Figure 1. Switching to steam sterilization may affect seals, bearings and pump performance
Keep an acid rinse
I would recommend keeping an acid rinse followed by steam sanitization at 220°F. The acid rinse would not only kill organisms but neutralize the residual caustic and dissolve its salt deposits. I wouldnt recommend keeping the phosphoric acid but rather use of a different acid with biocide. Phosphorous is a key building block in phospholipids formation in the cell membranes/walls of microorganisms. It actually aids in making acid-adapted microorganisms more viable, which could lead to undesirable proliferation.
Also, I would be wary of phosphorous polymerizing in the presence of salt deposits in the heat exchanger, leaving behind a pseudo-biofilm on internal surfaces. Biofilms can thermally insulate microorganisms. Be wary of the term sterilization versus sanitization. Sterilization occurs above 250°F as a function of time and heat penetration, at which youll be in the killing zone for critical pathogens (e.g., c.botulinum, e. coli). Other thermophilic organism may survive but are typically non-pathogenic. Of course, since youre fermenting, microorganism proliferation should be minimal due to
competing factors of the organism youre trying to grow.
Ron Johnson, principal engineer
PepsiCo, Valhalla, N.Y.
Answer other questions first
The Puzzler seems to raise more questions that need to be answered before a definitive answer to the question can be given.
The first question is why sterilize at 230°F (110°C)? Presumably the new owners wish to eliminate the possibility of certain spore-forming microorganisms. On the other hand, if the requirement of the biocide step is to eliminate vegetative cells then 80°C would be effective.
How to validate the sterilization? It takes a long time to achieve this, if using a non-pathogenic indicator spore to validate the process. In food sterilizing calculations an indicator spore may have a D value at 121°C of 3 minutes, and commercial sterility would then be achieved at, say, 6D or 18 minutes exposure at 121°C. At 110°C the time could be two-to-five-times longer.
In steam sterilizing/sanitizing processes its important that the core of the steel reaches the prescribed temperature so as to ensure the surface is at that temperature and for the required time of exposure. At the shaft seals the heat needs to penetrate along the shaft to achieve the required surface temperature. This suggests the bearings behind the seal would need to be heated approaching 230°F, as would the lubricant. How long would this take and how would it be measured? If the equipment wasnt designed for these temperatures what will be the consequences of expansion and temperature stresses in supporting drive trains, etc.?
It also is assumed the agitator vessel is capable of withstanding the pressure required 6.2 psig (43 kPa). If not then steam at atmospheric pressure and 10°C superheat could be used. However, as dry steam isnt as effective a medium as wet steam, sterilizing time would be substantially longer.
If the pump manufacturer doesnt recommend temperatures above 225°F then a simple answer is to change the seals to ones of more suitable temperature capability. UHT plants with associated agitators, pumps, etc. can be designed for temperatures in excess of 130°C (266°F) and these plants can be sanitized by chemical or steam circulation. Also these plants utilize steam-flushed shaft seals (double seals).
A plant designed for effective CIP will incorporate liquid flow controls including concentration, temperature of circulation, surface velocity, contact time, etc. Adapting a plant configured for liquid CIP to circulation of steam vapor may pose engineering design challenges.
Brian Wailes, principal
Wailes and Associates, Boronia, Australia
Watch out for secondary seal materials
The problem didnt state the materials of construction of the seal. Both the agitator seal and the pump seal will need to have secondary seals that dont swell in hot water or steam. For example, Viton is unsuitable. Possible materials are EPDM, food-grade silicone, Aflas or Kalrez. The contacting seal materials also need to be compatible with steam. Steam-grade carbon binders can be used. The stationary seat can be ceramic, tungsten carbide or silicon carbide. If the agitator is to be run during sterilization, its seal should probably be of balanced construction unless it can be chilled well below the steam saturation temperature, to avoid flashing of steam.
Greg Benz, president
Benz Technology International, Inc., Clarksville, Ohio
November's Puzzler
A bulk spray dryer operates between 2,8003,200 psig with a bioproduct feed slurry (Figure 2). The dried solid auto-ignites at 430°C, and this has occurred twice in four years. The reliability is poor. The on-stream factor is about 75% for numerous reasons: erosion of the single spray nozzle, which lasts only about three days before pressure drops below 2,800 psig; build-up of solids knockers were deactivated due to poor maintenance; shaker failure in the baghouse; repeated bearing failure because of dust and poor location of blowers; frequent gas leaks, especially during start-ups; and failure of the oil seals on the high pressure pumps. In addition, we have observed several safety issues, including operating without an inlet filter element, removing the cartridge filters on the pump to achieve a higher atomization pressure, and infrequent tune-ups of the burner. Any suggestions on how we can improve safety and reduce breakdowns?
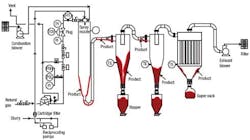
Figure 2. Spray dryer suffers from poor reliability and poses operating dangers.
Send us your comments, suggestions or solutions for this question by October 12, 2007. Well include as many of them as possible in the November 2007 issue and all on CP.com. Send visuals a sketch is fine. E-mail us at [email protected] or mail to ProcessPuzzler, Chemical Processing, 555 W. Pierce Rd., Suite 301, Itasca, IL 60143. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem youd like to pose to our readers, send it along and well be pleased to consider it for publication.