Cut Pump Speed to Cut Problems
Capital costs drive many — and too often penny-wise but pound-foolish — decisions. For instance, what costs most with centrifugal pumps: installation (capital), energy or maintenance? It’s commonly accepted that for most continuous services the largest financial impact comes from production losses due to pump failures. Such breakdowns have direct costs in maintenance. Pump failures, or the threat of them, force us to install standby pumps in critical services — increasing installation costs. Even with spared pumps, these breakdowns can reduce capacity. Pump failures, even for non-critical and hence non-spared services, always cost more than what was expected before-the-fact.
[pullquote]Pump failures generally come from three sources: mechanical problems within the pump, driver problems and hydraulic limits in the system. We need to work on all three areas to improve pump reliability. Suction recirculation is one factor that ties together mechanical limits and hydraulic requirements. Operation with suction recirculation damages the pump, increases failure rates and dramatically raises pumping system costs.
To check for suction-recirculation-based problems, first look at suction specific speed, NSS:
NSS = N Q0.5/NPSH0.75
where N is pump rpm, Q is flow rate in gpm and NPSH is net positive suction head in feet. At any given operating speed, evaluate NSS at the best efficiency point (BEP) capacity with the pump having its maximum diameter impeller.
A rule of thumb is that reliable operation requires using pumps with NSS under 8,500. As NSS increases, the reliable operating range of the pump usually decreases. "Usually" is the key word. Some low NSS pumps continue to have problems. Some high NSS pumps appear to operate with widely varying flow rates without problems.
Experience has shown two moves can improve reliability: running with lower rpm pumps and raising the NPSH available, NPSHA, at the pump suction. Reducing rpm increases the diameter of the pump needed or mandates more stages in a multiple-stage pump.
Boosting NPSHA at the pump suction usually requires elevating vessels higher above the pump. Both steps can be expensive. No clear guidelines detail the tradeoffs. One solution is to always operate close to the BEP by using pump recirculation (www.ChemicalProcessing.com/articles/2007/109.html).
Once a unit is built, often the only option to improve pump reliability is to replace the pump with a lower speed one. I've found that dropping from 3,600 rpm to 1,800 rpm has solved nearly every NSS-related problem I've encountered — only once have I've had to go down to 900 rpm. However, how do you evaluate what speed to use and what it'll be worth?
Grappling with the problem of predicting pump reliability versus suction conditions led to the development of the concept of suction energy, ESuction. Starting in the early 1990s the pump industry refined the definition of ESuction to more accurately tie together suction conditions and pump reliability — by using a suction recirculation factor that includes peripheral velocity in the impeller eye at the vane edge maximum radius in its calculation:
ESuction = DEye × N × NSS × SGConditions
where DEye is the impeller eye diameter in inches and SGConditions is the specific gravity of the fluid at operations conditions. If you don't have the diameter of the eye available, approximate it by using 0.9 times the suction nozzle diameter for end-suction pumps and 0.75 times the suction nozzle diameter for double-suction pumps.
Typical values used to define high ESuction pumps are 160 × 106 for end-suction pumps and 120 × 106 for double-suction pumps. Very high ESuction pumps start at 50% higher than this (240 × 106 for end-suction pumps and 180 × 106 for double-suction pumps).
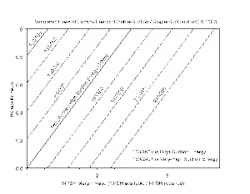
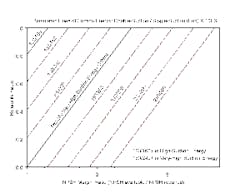
Figure 1 shows the NPSH margin ratio — NPSHA over NPSH required, NPSHR — for "reliable" operation across a wide flow range when suction recirculation is the problem. (Don't use this figure for situations where suction recirculation isn't the problem.)
Reducing ESuction by using a lower pump operating speed dramatically improves pump reliability. In Figure 1 the boundary for very high ESuction pumps has been defined so that pumps at that ESuction level have very poor reliability unless the NPSH margin ratio exceeds one. High ESuction pumps only need a NPSH margin ratio somewhat greater than one.
While not perfect, the ESuction concept, coupled with the general curve shown, reasonably quantifies both the speed reduction needed and the relative benefit achieved in solving existing pump suction recirculation problems. ESuction also provides a useful guideline to estimate pump cost versus feed hydraulic changes for reliable operation for new installations.
Andrew Sloley is a Chemical Processing contributing editor. You can e-mail him at: [email protected]