Take a Load Off Loading
With intermittent operations, getting a line to process temperature may become a large factor in thermal load — and can pose significant extra costs, as one plant discovered.
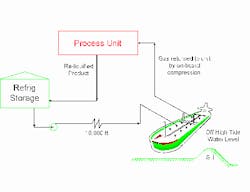
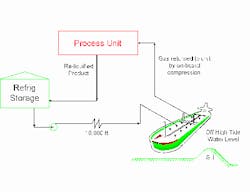
The plant exported refrigerated products using relatively small coastal vessels. Product went from a refrigerated tank via a roughly 10,000-ft. long intermittent-use pipeline to a vessel (Figure 1). Historically, weeks would pass between vessel loadings.
To speed loading, a line brought vaporized product back to a gas-recovery compressor in the process unit. The vessels had sufficient vapor-compression capacity to boost recycle vapor down the return line. For many years the plant ran this system without much thought.
Eventually, three factors combined to make the situation intolerable. First, returned vapor displaced net production. As margins and capacity requirements climbed, lost production cost of recycled vapor increased. Second, overall energy expenses went up — recycled vapor costs money to compress and condense. Third, shipping charges rose dramatically, mainly due to dock access fees.
Traditionally, loading time had averaged 23.5 hr. per vessel — 21 hr. for actual loading plus 2.5 hr. for paperwork, customs, hookup, etc. Unfortunately, averages hide many problems. The dock was in an estuary with large tide changes. The water depth at the dock was sufficient to allow ships to ride out the tides. However, the approach to the dock had a shallow sill and tidal cycles vary in length — these factors forced many loadings to wait out an extra tidal cycle.
Extra tidal cycles at the dock cost a lot. You have to pay for the ship and the dock; the longer stay also incurs many other logistics expenses.
[pullquote]The limiting factor on loading time was the capacity of the ship compressor to act as a booster to return vapor to the plant. During loading, four elements contributed to the vapor rate: cargo volume displaced by liquid being loaded accounted for 11%; heat gain of the tanker, 8%; heat from pump inefficiency, 23%; and heat gain in the loading line from the tank, 58%. Because the line and pump dominated heat gain, they became the focus of attention.
The line had 2-in.-thick calcium silicate insulation. A steam turbine drove the pump, which ran at a constant speed. A conventional flow-control loop with a control valve regulated the ship-loading rate.
Various changes to the system were examined via Monte Carlo modeling. It showed that small changes in loading times provide little advantage. The big benefits come from reliably getting the ship loaded and out in only a two-tide cycle instead of having a three-tide cycle for many loads.
The brute-force solution would have been to add a new booster return compressor at the dock. However, the best solution combined three smaller improvements to meet the same objective.
First, insulation thickness was altered to 6 in. from 2 in. While this exceeds "optimum" thickness, reducing load was more important than the pure energy saving involved. This change had the largest impact on loading speed.
Second, the schedule-40 line was replaced with higher-alloy schedule-10 pipe. This decreased the amount of metal requiring cooling during startup and increased line flow area by 10%. Capacity and energy value of the lighter pipe were worth an 11% return, not enough by itself to justify the replacement, but a nice bonus. The higher capacity provided the final push in meeting the two-tide schedule.
Third, flow control was shifted to pump motor speed. Because the pump driver was a steam turbine, this was a minor modification and could be done immediately. This reduced heating from pump inefficiency.
Andrew Sloley is a Chemical Processing Conntributing Editor. You can e-mail him at [email protected].