Control Systems: Rule Out A Rule-Of-Thumb
This Month’s Puzzler
We migrated our distributed control system (DCS) last year as part of a major expansion. Our old system, purchased for $221,000 in 1995, handled about 148 analog points and about 272 discrete points. The new system runs about 201 analog points and 346 discrete points; we originally planned for 192 analog points and 320 discrete points — and allowed for 20% extra capacity. We used a rule-of-thumb of $500/point, which our consultant said was conservative. We spent $478,000; our budget was $256,000. Management isn’t happy with the cost but they are thrilled with the performance of the DCS.
Accounting criticized the project team for eating the contingency for the expansion. Then, they asked us why the project was designed for 20% excess capacity and why we didn’t plan better since we used 7% more capacity than expected. Lastly, corporate grumbled that we destroyed the rate of return for the expansion.
Meanwhile, production complained to corporate management that we constrained them on points. We replied that we couldn’t fit more racks in the electrical room and this caused a lot of the extra cost because the old boxes couldn’t be re-used; we had to expedite getting replacements to complete the project. Our DCS is in the center of a hazardous area close to the operations.
What do you think we did wrong? Is there a better way to plan a DCS project?
Ditch Per-Point Estimates
I have engineered and executed DCS migration projects for over 30 years. Early in my career I, too, chased the Holy Grail of a “$ per point” estimate. It doesn’t exist; if a consultant suggested you use it to estimate a $250,000 DCS upgrade, I would advise finding a new consultant.
There simply are too many variables that can swing the $-per-point factor by as much as an order of magnitude. A partial list of variables includes:
1. Batch versus continuous (batch is much more expensive per point!);
2. How the existing system is marshalled;
3. How quickly the cutover must occur;
4. The absence or presence of extensive sequences or interlocks;
5. The control platform (some are much more difficult to configure than others);
6. The size of the project;
7. How well documented the current system is and how much it needs to change;
8. The compatibility of the new system’s I/O cards with those of the old system; and
9. The level of replication in the system.
Estimating a DCS upgrade isn’t hard or particularly expensive — but it takes some effort to evaluate the current system hardware and software, work out the logistics of the cutover, and estimate the total cost. It also requires knowledge of the existing system and the replacement to understand the differences and accurately determine the costs of the conversion. With a little front-end-loading effort, you usually can estimate and execute the project within +0%/-10% of budget.
P. Hunter Vegas, project engineering manager
Wunderlich Malec Engineering, Minnetonka, Minn.
Take A More Direct Approach
Let’s start with one key assumption: you can salvage and re-use the old system with the new DCS. Otherwise, the costs skyrocket because you would need to replace the whole system except for the wiring to the instruments.
Troubles in cost estimation begin with simplifications used in the initial (FEL-1) estimate. I always find it’s better to do an estimate based on time studies such as in those provided by RSMeans. I prefer its “Facilities Construction Cost Data.” The year the book you draw data from was published really doesn’t matter as long as you can compensate for inflation.
Now, let’s consider some of the false moves committed with this project estimate:
First off, where was critical thinking when the consultant so glibly suggested $500/point? This should have led to a series of questions:
1. How many years has the $500/point rule-of-thumb (ROT) been around?
2. What does the $500/point cover?
3. Why is an analog point the same price as a discrete point when conduit is more expensive than a cable tray?
4. Is it better to estimate based on scaleup from past jobs?
I did some checking about the $500/point ROT. I found a reference to it in early 2002 (http://control.com/thread/1011820964) but the year the ROT first arose is uncertain.
Accounting for inflation using the Chemical Engineering Plant Cost Index, assuming $500 applies in September 2001 and the work was done last year, I get a figure of $714/point in 2017. This leads me to an estimate of $391,000 compared to the $256,000 original budget. That number still is nowhere near the actual cost of $478,000.
So, you should look at using a more-direct approach in developing an estimate.
First, let’s consider how best to estimate the cost of basic wiring for analog (4–20-mA control range) and discrete 24-VDC (switch) systems. We’ll ignore the cost of programming today’s advanced control systems, which requires separate evaluation.
Let’s assume typical criteria for the analog wiring: a) maximum voltage line loss of 5% (2% sometimes is maximum); b) 22-mA maximum current required; c) a transmitter loss of 8 V; d) shielded twisted-pair wire; e) a run distance of 3,000 ft (1,500 ft each way); f) no repeaters to amplify the signal; g) two-wire instrument design per ISA Standard 50 (Type II); h) single instruments, no pairs; i) 250-Ω receiver resistance (standard for 1–5 VDC); and j) passive receiver (loop-powered).
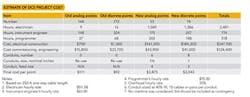
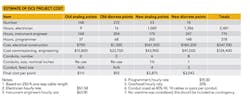
Table 1. Cost of new points significantly exceeds that provided by old rule-of-thumb.
My calculation indicates that 16-gauge AWG twisted-pair wire should work. (For the calculation, I used the wire size calculator found at http://bit.ly/2K2iy1I.)
I found a price, including handling, of around $0.47/ft for 16-gauge AWG twisted-pair wire. For 24-VDC signal cable, two-wire 16-gauge AWG runs about $0.35/ft. The next question is trays or conduit? Today, 80% of new installations use trays because they cost about one-quarter that of conduit. However, I think it’s a little short-sighted considering the advantages of conduit — superior signal integrity and less exposure to the elements — especially in hazardous areas. You probably can get by with trays for indoor applications but opt for conduit for outdoor uses.
Assuming this is an outdoor application and uses galvanized conduit, I performed some calculations, which are summarized in Table 1. Here are two key takeaways: 1) each analog point requires an average of about five hours — excluding loop tuning, which likely goes on forever; and 2) each discrete point takes about three hours but doesn’t require tuning.
Note that any commissioning job has a lot of hidden costs. For instance, in-house engineers, because they usually are leery of contract programming, will spend considerable time changing programming, even ripping it out and starting over. My point is that the cost reported by the accountants may not be the real project cost.
Dirk Willard, consultant
Wooster, Ohio
September’s Puzzler
We’re concerned about the water supply at our small juice bottling operation. We rely on a local river for water, just like our city does; we consume a lot of water, 8,000 gpm. Originally, we used well water but were forced to tap into the river to meet our demand. Now, because of a recent drought, we’re being asked to cut back.
In addition, the city is unhappy with our wastewater — both the volume we send to municipal treatment and its tinted color — and would like us to decrease the output.
Corporate management is concerned about the cost of on-site water treatment. We’re seeing trace heavy metals like lead and cadmium and blips of high biomass in the fresh water and, sometimes, in the trout and salmon found in the river.
What ideas can you suggest for reducing our water consumption and wastewater volume and for treating the wastewater?
Send us your comments, suggestions or solutions for this question by August 10, 2018. We’ll include as many of them as possible in the September 2018 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.