Conquer A Control Valve Crisis

This Month’s Puzzler
Our plant’s old heat exchanger is showing its years. It’s a shell-and-tube exchanger with two passes for the tubes and one pass for the shell. A sticky product with a viscosity of 120 cP at 280°F and 80 cP at 150°F goes through the tubes. The density is 0.88 and 0.84, respectively, and the mass heat capacity is 0.82, and 0.9. I estimate a thermal conductivity of about 0.025 BTU/hr-ft-°F at about 100°F. Semi-saturated steam at 150 psig goes through the shell.
In the past three months, operators have noticed burnt product. Looking at the valve performance from trends, the steam valve seems to swing open more quickly and tries to throttle quickly down. Maintenance blames routine fouling. The next outage is due in six months. So, the manager says to run the product a little cooler going into the exchanger. The process engineer warns the pump can’t handle that. The production manager complains the steam traps aren’t being replaced when they stick open.
I’m not convinced by any of these arguments. The traps are working. While the pressure drop across the tubes is higher than before, we don’t have a good flow meter on the product so there’s no way to know what normal is.
What do you think is causing the problem? How should I approach my investigation? Is there a way to limp through until the next scheduled outage?
Inspect The Heat Exchanger
A number of operational changes could have caused the problem of burnt product. Consider the following possibilities:
Viscosity data show higher viscosity at higher temperature; this suggests some type of reaction leading to more-viscous product and resultant fouling problems. Since the exchanger was working okay until about three months ago, maybe feed composition has changed.
Because the exchanger is old, it might have developed tube leaks, allowing direct contact of the heating medium (steam) with the process liquid, causing thermal degradation. Sample the process liquid exiting the heat exchanger to check for leaks.
Rapid swings in the steam valve could result from controller response to unstable liquid flow through the tubes. Another possibility is that the temperature controller settings (gain, reset, rate) may be too high. Still another potential cause of the rapid swings of the control valve is too-tight valve stem packing. (This can cause delayed but rapid swings in valve position.)
The temperature of 150-psig fully or partially saturated steam is 366°F. Depending on your temperature requirement for the liquid exiting the exchanger, a high temperature gradient across the tube wall could be causing thermal degradation of the liquid film close to the tube wall. For a given process temperature, you can estimate temperature gradient across the tube wall and the temperature of the heating medium. This, in turn, will determine suitable pressure of the saturated steam. Of course, lower temperature (less than the 366°F of the 150-psig steam) will cut the capacity of the heat exchanger — but may allow you to limp along until the next outage.
Although wet steam has the same temperature as the saturated steam, excessive water (wet fraction) reduces heat transfer. Ensure any steam traps upstream of the heat exchanger are working okay. If there are no steam traps, manually drain the condensate. Of course, for your heat exchanger, the controlling heat-transfer coefficient is on the viscous liquid film; thus, condensate removal from steam may show only moderate improvement in heat transfer.
See if there are viscosity stabilizers you can use without affecting product quality. If successful, these chemicals (stabilizers) also could help reduce or dislodge the existing fouling deposits.
GC Shah, consultant
Houston
Consider Valve Stiction
The poser of this problem makes reference to the control valve swinging open more quickly than what was experienced in the past. This could be a sign of stiction in the valve operation. Opticontrols gives a good description of this problem. Here is the link.
Douglas M. Price, ChE Program Coordinator,
Youngstown State University, Youngstown, Ohio
It’s The Control Valve
Sudden changes usually mean control issues: loop tuning; fouling of instrument; corrosion causing higher resistance in 24-V DC leads, etc.; or control valve problems.
Remember, a control valve is a mechanical device. Failures include: friction between the stem and stem packing — this actually could explain the wild swings as the spring resists to keep the valve closed and the air pressure builds to a point where it can force the stem to turn, causing an excess response that the control loop will fight; poor lubrication or dirt inside the actuator; and, of course, flashing and cavitation. You can inspect the actuator while the system is operating, provided the installation allows access. You can diagnose mechanical friction by “bumping” the loop setpoint (SP), i.e., changing it a %, and watching for the desired response. The last two symptoms require an inspection of the wet parts of the valve. For additional information refer to: https://bit.ly/3Eoh77m. It is worth the trouble to witness the control valve in operation: a noisy valve points to flashing or cavitation — mixed-steam and condensate causing damage to the valve seat; as always, inspect the air supply and installation. Also, a good set-up has pipe supports on either side of the valve.
Now, let’s consider how you can make product until you can afford to shut down. Given how viscosity raises the horsepower requirements of centrifugal pumps, I have to agree with the process engineer: lowering the temperature won’t help you. Besides, you may not want to chance how this will affect the system downstream from the heat exchanger; assessing this could involve a heat-and-energy balance of the entire process — upstream of the exchanger to the final product.
It’s probably not the steam traps, although you should look at them first. If it is the traps, bypass them, and leave the valve at the end to the sewer partially closed to let the exchanger act as the trap. Of course, this means wasting a lot of steam if you recover the condensate. It also means getting a permit if there’s a chance of a toxic chemical leak in your system: sample the stream before you assume it’s safe to put down the sewer.
It never hurts to check the steam supply to the control valve. A broken steam trap upstream of the control valve causes all sorts of problems, such as cavitation and loop saturation. Check this when you inspect the exchanger steam trap. If this is the problem, then bleed out the steam/condensate upstream of the control valve immediately before and for a few minutes after start-up. Then, periodically bleed out the steam for the upstream trap, say, on an hourly basis, to avoid the temperature flux you witnessed.
A more-radical approach to get the desired performance out of a control valve is to manually control its air supply and raise the steam pressure upstream of the valve. If you can model this in a simulator, try it. However, don’t put too much stock in mathematical models alone; they can navigate the way but some course corrections are to be expected. Remember temperature control in manual is tricky business.
Dirk Willard, consultant,
Wooster, Ohio
July’s Puzzler
We use a conveyor belt dryer for drying our slurry to a fine powder that then falls through a chute to a bagger below (Figure 1). The product goes into either super sacks or 40-lb paper bags.
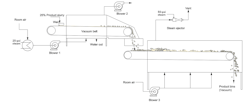
Figure 1. Material on the belt often forms clumps.
The problem is clumping; it is less of an issue in the winter, when static electricity is a problem, but always an issue in the summer. We’ve tried increasing the vacuum for the second conveyor and the air temperature for the first conveyor but, inevitably, we wind up slowing down the first conveyor as much as possible; it’s on a variable frequency drive (VFD), which helps in the winter but less so in the summer. The second belt also is on a VFD.
We installed bangers on the product bin to break up clumps and a vibrating sifter that shakes out usable product that then is fed to the baggers; oversize material from the shaker goes to a recycle system. Dust is a real problem at the baggers with combustible Class-G dust collecting around our sifter and the baggers below.
Other problems include terrible corrosion of the carbon steel frame in the first section and moisture in the product bins below that feed the baggers. Besides the performance issues, operators are complaining about being too cold in the winter and about the humidity in the summer.
I’m at my wits end. What can be done to reduce waste in this system?
Send us your comments, suggestions or solutions for this question by June 10, 2022. We’ll include as many of them as possible in the July 2022 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.