Process Puzzler: Fix A Fouled Fractionator
This Month’s Puzzler
We just started toll manufacturing a synthetic lubricant but had to end production abruptly. As we do for lots of chemicals we produce, we use process equipment that previously had made other products. In this case, we employed a vacuum tower filled with structured packing that recently handled distillation of omega-3 fish oil. It was cleaned with steam and detergent before our campaign.
When we started up, we saw a poor cut in our reflux tank before the vacuum pump — so we maxed out the reflux ratio and increased the reboiler temperature. Shortly after that, we killed flow to the tower because the vacuum pump tripped on over-current. Then, after the shutdown, we noticed a cracked elbow in the PVC chilled water line feeding the condenser. When inspecting the tower, I discovered a toluene vapor cloud. Our plant manager is convinced the vacuum pump failed because of poor maintenance and dealing with that issue will end our problems. His other theory is that the plate-and-frame condenser may be leaking because of gasket contraction. I’m wondering if he got this right. What do you think?
[callToAction ]
Develop A Dialog
The engineer writing about the issue needs to sit down and discuss his perspective of the solution and also listen to the plant manager’s perspective and rationale. The engineer’s perspective is defined but not every detail has been spelled out. Thus, I am not sure all the issues have been described. Both the plant manager and the engineer need to prepare a list of causes and check them out one step at a time. Yes, it might take a bit longer to solve the problem but the biggest benefit will be building mutual trust and cooperation. That will have long-term benefits. They are more important than solving by “I win and you lose” methods as has been postulated in the puzzle description.
Girish Malhotra, president
EPCOT International, Pepper Pike, Ohio
Run New Simulations
Evaluate the column performance and check equipment capabilities:
1. Run a simulation using new conditions.
2. Verify that the reboiler and condenser duties match the required service conditions.
3. Open the tower for inspection to check for fouling/depositions.
4. Confirm the vacuum pump is sized for the current application.
5. Maxing the reflux ratio means that you are not controlling the reflux.
6. Increasing the reboiler temperature wastes energy and may lead to higher vapor loading. The increased vapor load may have overwhelmed the vacuum pump. I advise you to use the percent recovery of the top product instead of the reflux ratio in your simulations because of future change in feed conditions.
7. If you have a pilot facility, you can test conditions before going commercial.
8. If cost permits, consider sizing a new plant for your new products, probably anticipating up to three or more future products with close characteristics in your design scenarios, then select the “worst case scenario” to govern your design.
Dennis Omenka, process engineer,
PetroGas Systems Engineering Ltd, Lagos, Nigeria
The Column Is Fouled
One of the dangers to process engineers after a near-miss like this one is giving into political pressure from production management. Find out what caused the problems, sort out the root cause and deal with it!
Let’s start by itemizing the problems: 1) the vacuum pump tripped on over-current; 2) production couldn’t seem to get the cut they were looking for; 3) a fiberglass elbow broke; and 4) a toluene vapor cloud leaked from the column.
Sometimes, it’s best to attack an investigation chronologically. And, sometimes, as in this case, it’s better to prioritize the events by risk. It appears the failure of the vacuum pump poses the greatest risk because, with heat being applied to the column from the reboiler and the absence of a vacuum, pressure will build and the column relief valves will open. Did the relief valves open to form the cloud or did a seal somewhere leak? It’s important to consider this.
Hopefully, your design includes a pressure switch at the discharge of the valve; pressure transmitters are a bad idea because they don’t typically record a pressure spike of a duration shorter than 0.01 second. If you don’t have a means of determining if the relief opened, pull the valve immediately to see if the outlet is wet.
If the relief didn’t open, then you’ve got real problems. A high current draw and a broken vacuum seal could mean a broken pump. Pull the pump for inspection. First, consider what caused the pump to trip on high current. Start by inspecting the piping because it’s easiest. If you can’t find a fouling intake, then you have to dig deeper: pull a tray out of the column. It could be that your cleaning procedure caused the fish oil to saponify. Saponification is the process used to make soap by reacting a fatty acid ester with caustic soda. If this occurred, it could explain everything from the poor quality cut at the condenser to the broken fiberglass elbow.
Here’s what I think happened. The column was fouled by the cleaning process. The operators started the column with the synthetic oil, probably a C20+ aliphatic chain, and the toluene solvent. The trays, being fouled, had a much-reduced working surface area, and the operator tried to get the desired cut by cranking up the reboiler. Operators, and their managers, don’t always tell you what they really did, and sometimes don’t understand it as well as they should. With the temperature as high as possible, the condenser responded: the condenser cooling valve opened. When the operator raised the reflux ratio, this increased the valve opening again. Unfortunately, the velocity of PVC pipe should be limited to below 8 ft/s to avoid water-hammer. The high velocity and probably poor mechanical design caused the elbow to crack. It might even have been cracked before.
The solution to the cracking is easy: do a water-hammer analysis and don’t allow rapid closing of valves. A snubber in the actuator air line might do the trick. Here’s an interesting article about low-temperature PVC applications.
The tray fouling takes more thought. Let’s remember that a soap is an ionically charged organic, a surfactant. You might get away with pumping it with hot water but don’t use steam! A better solution might be to go the other way: use product oil and then pass it through a filter before running it through the column again. This approach has the advantage of not being a disposal headache.
Dirk Willard, consultant
Wooster, Ohio
February’s Puzzler
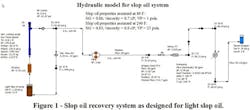
We use a vertical turbine pump to move slop oil from a sump to a steam stripper (Figure 1). Everything worked fine until we had a recent turnaround. When we started the next day, the stripper column began to rattle. It sounded like cavitation. The pump was operating fine, although closer to its thermal deadhead point. In addition, I noticed the feed flow control valve opening to the stripper rose about 20%, from 71% open to 92% open for 60 gpm. The operator raised the temperature set point from 240°F to 250°F but the noise in the tower continued. Shortly after the operator changed the set point, we observed cavitation in the pump and shut it down temporarily to clean the suction strainer; fortunately, we could switch to a spare pump. The mechanics won’t have the suction line broken down for an hour or so. What do you think caused the problem with the pump and tower? Should we be worried about this during normal operations?

Figure 1. System worked fine before a recent turnaround.
Send us your comments, suggestions or solutions for this question by January 13, 2017. We’ll include as many of them as possible in the February 2017 issue and all on ChemicalProcessing.com. Send visuals — a sketch is fine. E-mail us at [email protected] or mail to Process Puzzler, Chemical Processing, 1501 E. Woodfield Rd., Suite 400N, Schaumburg, IL 60173. Fax: (630) 467-1120. Please include your name, title, location and company affiliation in the response.
And, of course, if you have a process problem you’d like to pose to our readers, send it along and we’ll be pleased to consider it for publication.