You are a chemical engineer with the modest assignment to debottleneck your plant to boost production. The direct approach seems obvious: assess current capacity, determine output limitations, and then vigorously employ standard engineering techniques to upgrade or replace equipment. Perhaps you find 20% reserve capacity, eliminating the need for major capital expenditure. Even if you achieve good results, however, you can't necessarily be sure that your straightforward analysis gives the optimum solution.
Now, consider a different assignment: expand the plant capacity by 75%, reduce the specific energy consumption by 20%, increase the product yield by 5% -- and do it on a shoestring budget. This presents more of a challenge and definitely requires a different, more creative approach to the problem.
Not every plant can be revamped to gain such improvements. However, many plants can operate much more efficiently or at a substantially higher capacity than a routine analysis might suggest. This article presents some ideas and case studies to help you critically evaluate your process to see whether it offers exceptional revamp opportunities.
Beyond troubleshooting
Both revamp work and troubleshooting can be part of a plant debottlenecking effort. They share many tactics, but differ in their intent.
The goal of a revamp is to improve some basic parameters such as capacity or processing efficiency. In contrast, troubleshooting merely aims to solve a problem that hampers current operation. Often, the problem exposes an opportunity for much greater gain in performance.
Both revamp and troubleshooting require open-minded thinking and proficiency with engineering tools. Both often rely on test runs to diagnose problems and uncover design errors or inaccuracies in equipment ratings. However, for a major improvement in the fundamental performance of a unit, you must go beyond this first level of investigation and intentionally look for the greater gain.
The exceptional plant revamp will require, in one way or another, each of the following five elements:
1. Thorough knowledge of process fundamentals;
2. A critique of the original design;
3. Proper approach to the problem;
4. Creative and talented individuals; and
5. A focus on developing the simplest solution.
Of course, you must also give due consideration to the specific problem and common sense.
Understand the process
A prerequisite for making a reasonable troubleshooting effort or having any hope of a successful revamp is to have a thorough knowledge of the process. This must go beyond the mechanics of operation and control points and include "what and why."
Let's review, for example, a traditional aromatics extraction plant. Most operators of Sulfolane or UDEX plants do not fully understand the operation of the extractor/stripper and the various recycle loops. What factors most affect the phase separation of the liquid-liquid extraction (LLE)? What about water or other co-solvents? What is the loading profile in the towers? What is the stage efficiency? What is the effect of process temperature? Do C5s in the feed help or hurt the operation? How do you deal with three-phase distillation? There are a host of other questions to answer before optimizing the process, let alone before proposing a revamp.
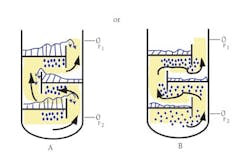
Figure 1: An LLE unit for aromatics recovery started to lose capacity because of flooding. Initially it was assumed that the usual flooding mechanism (A) was occuring, but deeper analysis pointed to the mechanism that was really responsible (B).
The following case study shows how an inadequate understanding of the process led to a misdiagnosis and delay in resolving an operating constraint. Throughput of an LLE unit used for aromatics recovery started to decrease. The tower design had the heavy-phase dispersed with the interphase at the bottom. All parameters seemed normal, but the extractor would flood at high feed rates. Typically, such flooding is due to restriction in the tower internals, as shown in Figure 1. However, in this case, it occurred for a very a subtle and unexpected reason.
It was originally thought that the sieve trays were plugged because the tower would hold up solvent as it became loaded. However, water-washing the debris from the tray decks did not restore the capacity.
Pressure drop only measured the head of the continuous phase. To further debunk the theory of holes being blocked, the tower could operate at virtually any flow rate of solvent. It only was sensitive to higher flow rates of the continuous phase, or raffinate. Furthermore, an inspection indicated that the tower was clean and mechanically intact, with no apparent restriction to the solvent flow.
The troubleshooting effort then turned to a trial-and-error manipulation of various, unrelated operating variables and external factors. Such efforts are costly and time consuming and, in this case, were not based on fundamental process knowledge or all the phenomena occurring.
Hydraulic ratings showed that the sieve trays were operating in the normal range with no entrainment of heavy phase into the upcomers. The overall aromatics recovery was as high as it had always been, regardless of the feedstock or operating conditions, suggesting that back mixing of the phases did not materially affect the efficiency.
At this point, experience and operation knowledge finally came in to play.
The trays were designed with 5/32-in. (4 mm.) nominal diameter sieve holes. Drill bits were used to verify the hole size. Although the tray decks appeared clean, the 5/32-in. bits did not pass through the perforations. There was a slight polymer buildup around the circumference of the holes. This buildup was sufficient to shear the heavy phase into smaller droplets that became entrained in the raffinate phase at higher continuous-phase rates. A simple chemical cleaning of the tower rrestored the capacity to its prior level.
Eventually, the staff might have decided to chemically clean the tower and gained the improvement in capacity. However, without understanding the cause of the problem, the plant would not have been in a position for further improvements.
A key relationship
It is surprising how often the simple relationship of reflux-to-distillate (R/D) ratio versus the number of theoretical stages (NTS) in a distillation application is overlooked. Yet, it can lead to a great return on investment or a simple resolution to a problem.
In the post-fractionation section of one particular aromatics plant, three sets of xylene splitters operated in parallel to produce ortho-xylene. The para- plus meta-xylene separation from ortho-xylene typically requires about 120 trays at a moderate reflux-to-feed ratio. One of the xylene splitters had only 51 trays. The tower was brought into xylene-splitting service several years earlier, but had never produced much on-specification ortho-xylene. Higher reflux rates did not improve the operation, as they did with the other towers. This was a classic case of operating at the far end of the R/D versus NTS curve, near the point of minimum NTS (Figure 2). The tower was revamped by replacing two trays for every original one. The result: a threefold increase in ortho-xylene production at a lower energy consumption.
A different petrochemical application, this time involving structured packing, illustrates the same oversight, but at the other end of the spectrum. Structured packing is commonly considered for low-pressure or vacuum applications, but not those with high liquid loadings resulting from high vapor density. Yet, the packing has been used in a successful revamp of a high-pressure depropanizer application.
The next application of structured packing in the same service, however, did not perform nearly so well. A closer examination of the first case showed the reason why. The first column was operating at the edge of the R/D versus NTS curve, near the point of minimum reflux, as shown in Figure 3. The packing gave substantially higher height equivalent of a theoretical plate (HETP) than claimed, but this went unnoticed because the curve was steep in that region and the small loss in efficiency was dismissed as inconsequential. The second case operated at a more normal position on the curve. There, the loss of NTS was more pronounced, which exposed the true performance of the packing.
The first revamp technically was not a failure because the depropanizer realized the claimed capacity. The mistake, as shown in the second case, was in wrongly assuming that the revamp would work in the same application without understanding the limitations of the technology.
Know where your towers operate on the R/D versus NTS curve. And understand how fluctuations in operation over time will affect performance.
Critique the design
It is counterintuitive to question the integrity of a design that may have given years of adequate service. However, the original design should be critically reviewed to address problems and to understand the basis for significant improvement. The intent is not to denigrate the designers, but to see where new methods and recently developed technologies may apply.
In some cases, the original designers used rules of thumb and practical guesswork. Therefore, designs may appear to work well from the outset but may be on the verge of imminent failure. If possible, contact the original designers to evaluate their methods. Do not automatically assume that the design was done correctly.
Within a reasonable range, it is possible to exchange efficiency for capacity by adjusting the tray design and process conditions. Like the high-pressure depropanizer application, the aromatics LLE tower had far more efficiency than needed and great potential for capacity increase. Ultimately, the column was debottlenecked with only minor modifications to approximately double the original capacity at inconsequential loss of efficiency.
Some older plants may have been designed with rudimentary computer equipment, or perhaps even slide rules. So, the designers may have missed opportunities for optimization due to the difficulty of reviewing multiple design cases. In addition, all basic unit operations have benefited from great improvements during the last several years. If you have a vintage plant that has not been reviewed recently, chances are that such a review can uncover cost-effective revamp opportunities.
Pay particular attention to any unit with an unusually large surplus capacity in one part. This often means that the designer did not know what to do in that section and took the conservative approach of oversizing the equipment. A mismatch in capacity within a unit presents a good opportunity to find creative revamp solutions.
You may want to correct the imbalance first. Consider the example of some aromatics extraction plants, where the capacity of the solvent stripping part of the unit substantially exceeds that of the extraction part. An all-too-typical discussion during a plant walk-through goes like this:
"What is that tower?" a troubleshooter asks.
"It's our new extractor," the plant engineer replies.
"Why did you need a new extractor?"
"The first one couldn't handle the capacity we wanted."
"What other equipment did you have to replace to gain the higher processing rate?"
"Nothing else, only the extractor."
Adding a new extractor is a high price to pay for an improper design. If the original designer could not balance the major pieces of equipment in the unit, you can be sure that the other parts are not optimally designed either. Look for opportunities here.
Challenge assumptions
Sometimes, the evolution of knowledge and experience can lead to improvements. You should question long-standing beliefs that govern important or peculiar operating practices.
At an olefins plant, troubleshooters were trying to discover the source of methanol found in polymer-grade propylene. The cracker feedstock was immediately suspected, but the idea was dismissed as unreasonable. A former staff member had read in a technical article that methanol would not survive without decomposing in the cracking furnaces. An investigation found that the article, written in 1929, described methanol decomposition after a few seconds at cracking furnace temperatures. The cracking furnaces in this plant, however, provided only a fraction of a second residence time and, therefore, could not decompose the methanol. The feed source was addressed and the problem was solved. More reliable data in the beginning and closer scrutiny of what was fact versus myth would have led to a quicker solution.
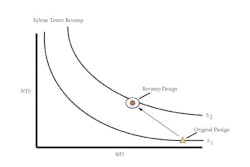
Figure 2: A xylene tower operated at the far end of the R/D versus NTS curve, near the point of minimum NTS. Revamping, by replacing each tray with two at closer spacing, moved the operating point and led to increased production and lower energy consumption.
Likewise, don't assume that popular technology represents the current state of the art. Process engineers tend to be a conservative lot. For the most part, this is prudent because the business risks of failure outweigh potential gains from minor improvements. But, consider the example of aromatics recovery technology where the LLE process had remained unchallenged for 40 years. Now, extractive distillation (ED) with modern solvents and design techniques is accepted as the superior process and current state of the art.
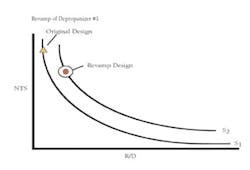
Figure 3: Structured packing gave substantially higher HETP than expected, but this went unnoticed because the curve was steep in that region. Revamping moved the operating point to a more favorable location.
Approach the problem right
Before you can embark on solving a problem, you have to recognize that you have a problem and, perhaps, a significant opportunity. The xylene-splitting column in the example above had been in operation for many years before anyone saw the revamp opportunity. Countless other cases throughout the industry await discovery and process engineers need to take the initiative to find and make improvements to their units.
Ensure that the problem to be resolved is not defined too narrowly. Before you try to increase the capacity of a unit, make sure that you are effectively using its current capacity. For example, one plant wanted to revamp its toluene product column to gain more capacity. While that could have been done, a broader investigation revealed five distillation columns within the complex that were already separating C7 from C8 components. The streams were re-mixed after an intermediate processing step, only to be separated again. A proper redesign of the process configuration would bring this down to two separations and free up the desired capacity.
Remember: solving the problem in the traditional manner will get you whatever spare capacity the original designer left in the unit, at about the same yield and specific energy consumption. Tackling the same problem with a creative approach could gain much more capacity and reduce operating cost at the same time.
Perhaps you have heard, "I've already revamped my unit," from someone who is proud of increasing capacity by, say, 80% more than the original design. The implication is that the maximum capacity possible has been reached. Don't blithely accept that. My company re-engineered a Sulfolane unit to boost its capacity by another 80% (to 320% of the original design) by adding only one new distillation column (Figure 4). The solution was to convert the LLE unit equipment to ED service. The revamp cost only one-third as much as that of building a completely new unit, which is the conventional approach. Lesson learned: make sure that you do not kill the project before reviewing it from more than one viewpoint.
Find creative people
If you need technology experts or process licensors to help with the revamp design, ask some basic questions. What are their skills with this type of revamp? How do they approach the problem? Are they proficient with the process engineering? Certainly, major firms have qualified engineers -- but that doesn't mean these particular engineers will work on your project. Exercise your right to select the team.
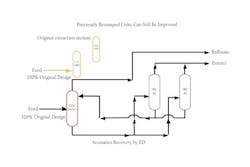
Figure 4: Capacity of an aromatics extraction unit was boosted by an additional 80% (to 320% of original design) by converting the LLE unit equipment to ED service at one-third the cost of building a completely new unit.
When assessing licensors, remember that a long list of licensed units does not necessarily mean the technology is state of the art or the units were properly designed. Neither of these may be true.
Many engineers don't take the trouble to understand the distinctions among available processes and instead believe the safe selection is the most widely known licensor. Maybe this is the best choice, but it is essential to carry out a thorough investigation. Otherwise, you will not know what has been missed and may find yourself in a competitively difficult situation against others who have chosen a more creative approach.
Strive to put together a team with a variety of skill sets. Engineers who have worked in regions where energy costs are high will likely keep energy conservation and process integration clearly in mind. Engineers from relatively "technology-poor" regions usually have well-developed basic skills and practical insight. A variety of backgrounds often foster fresh ideas.
Here is an example of a revamp solution that came from a solid understanding of the original process, coupled with out-of-the-box thinking. A producer of terephthalic acid (PTA) needed to increase the capacity of its dehydration column, which separates water from acetic acid using traditional distillation. The component separation profile had a pinch near the point of maximum water concentration at the top of the column, as depicted in Figure 5. It was prohibitively expensive to debottleneck the vessel because of the titanium construction material.
The solution to this problem was to decrease the reflux ratio on the column and feed the overhead stream into an LLE unit, which is more effective than distillation in removing water from dilute streams. Furthermore, part of the feedstock is diverted to this new extraction unit, which increases the capacity even more. Because the separation is moved away from the pinch point, the unit will simultaneously reduce the specific energy consumption.
These kinds of ideas come from creative and talented individuals who go beyond the requirements of typical process engineering assignments.
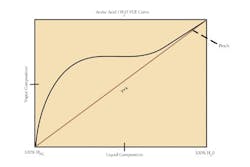
Figure 5: Reducing reflux ratio of a dehydration column, to move it away from a pinch point, led to increased capacity and lower specific energy consumption. The overhead feed now goes to an LLE unit.
Simple is best
Implementing a clever revamp solution requires selling it to others, either inside or outside the company. Engineers are proud of their technical accomplishments, but many of these brilliant ideas go unrealized because of poor selling. The reason may be as straightforward as a manager rejecting a proposal because it looks too complicated. In general, the revamp idea should be packaged to be no more complex than what the least technically capable person in the decision-making chain can readily understand. The solution itself does not have to be simplistic -- but the presentation must be simple and clear. Look at the big picture. The project will never happen if you can't convince people of its value.
Seize the opportunity
Revamping and troubleshooting a chemical plant is a complex task aimed at achieving a simple and measurable objective. So, make sure you approach the effort properly. Know your process; question and then take responsibility for its design; think creatively about solution alternatives; use reliable engineering practices to implement the work. Start with conventional wisdom but check out recent developments which may open up some opportunities. Choose the right people to be involved in your design. Simplicity is always best, even if the means of achieving that simplicity is complicated.
Competition in the marketplace is fierce. Everyone wants to become the "low-cost" producer. Achieving that is tough if your plant uses the same technology as everyone else. A competitor taking a more creative approach may leapfrog you. So, don't be complacent. Spend the time aggressively reviewing the opportunities for improving your plant's operation.
Joseph C. Gentry, P.E., is petrochemical business manager for GTC Technology Inc., Houston, a firm that provides technology licenses to the petrochemical and refining industries.